 Получите свидетельство
Получите свидетельство Вход
Вход



Цели занятия
Изучив данный учебный элемент, вы будете знать:
- основные дефекты сварных соединений;
- причины возникновения дефектов в сварных соединениях.
Сопутствующие учебные элементы и пособия
- «Типы сварных соединений».
- «Виды сварных швов».
Общие сведения
Данный учебный элемент охватывает основные дефекты сварных соединений и причины, вызывающие их появление в процессе ручной дуговой сварки (сварка покрытыми металлическими электродами).
Учебный элемент содержит используемые в науке, технике и производстве термины и определения основных понятий в области сварки металлов, которые применяются в документации всех видов научно - технической, учебной и справочной литературе.
Основные понятия
К дефектам сварных соединений относятся различные отклонения от установленных норм и технических требований к размерам, форме и свойствам сварных соединений, которые уменьшают прочность и эксплуатационную надежность и могут привести к разрушению сварного соединения и всей конструкции.
В процессе изготовления сварного соединения в металле шва и околошовной зоне могут быть получены сварочные дефекты.
По характеру залегания дефекты в сварных соединениях делятся на внешние и внутренние.
Внешние дефекты — это дефекты, выявленные при внешнем осмотре и измерительном контроле сварного соединения.
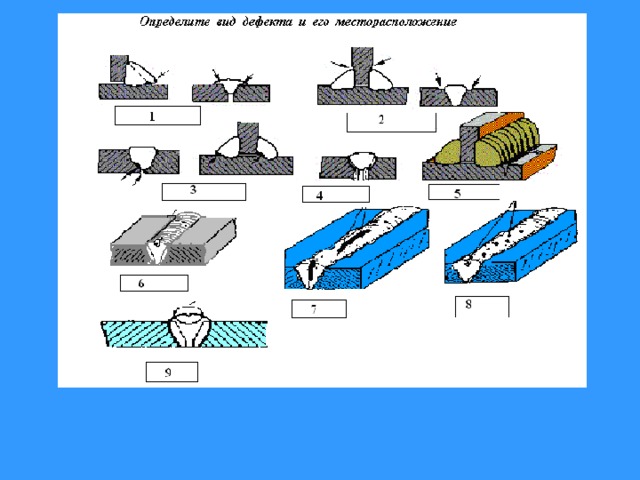
Внешние дефекты:
- несоответствие геометрических размеров сварного шва (избыточное или недостаточное усиление, неравномерность ширины и (или) высоты шва);
- неравномерная грубая чешуйчатость;
- западания между валиками;
- брызги металла;
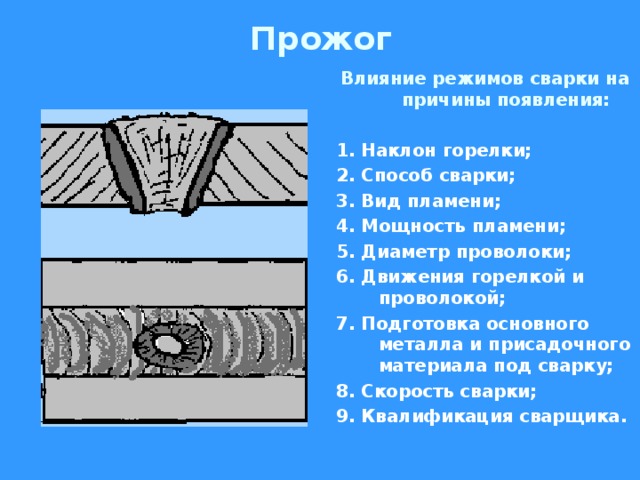
- прожоги;
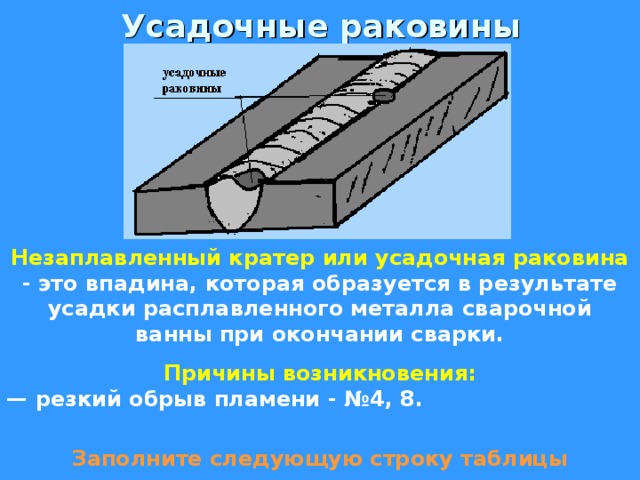
- незаплавленные кратеры;
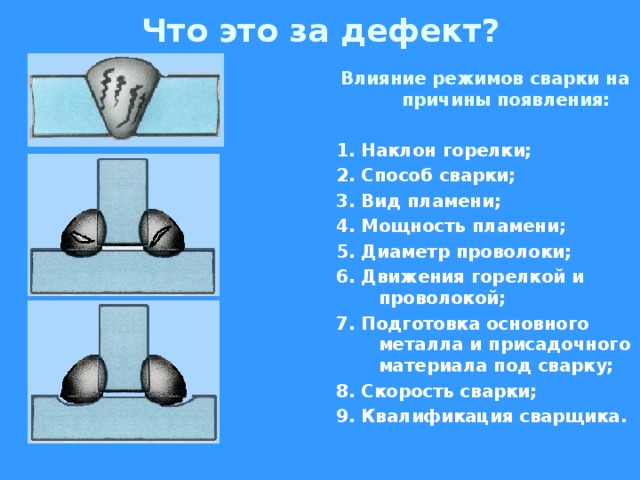
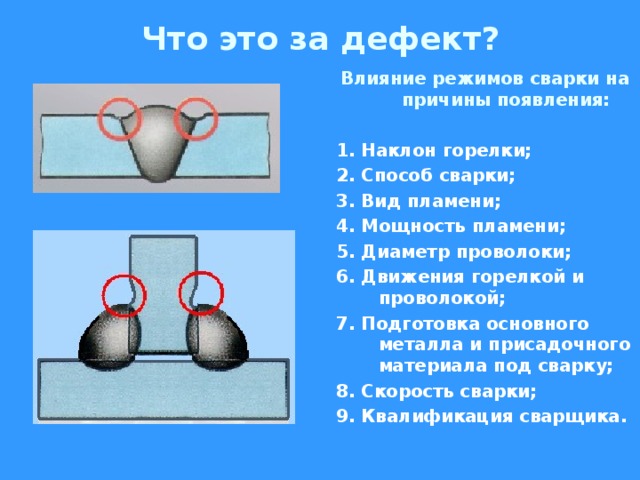
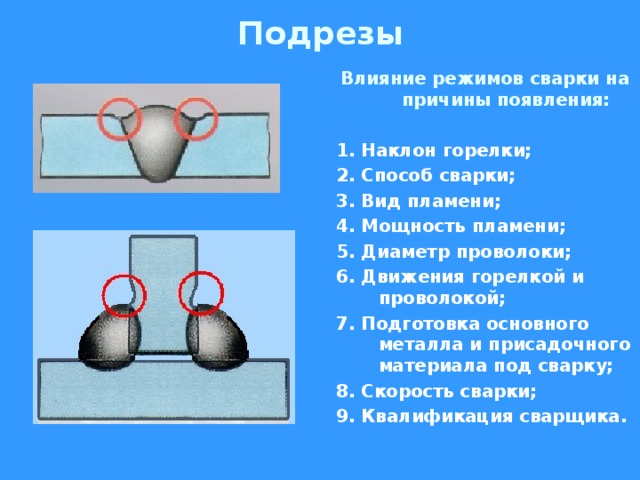
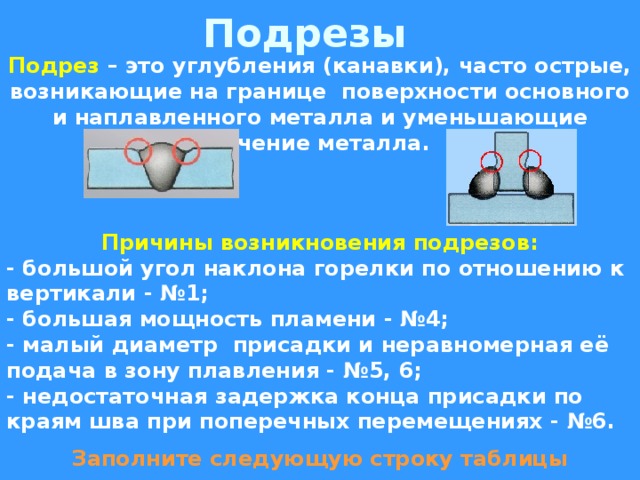
- подрезы основного металла;
- поры (одиночные, скопление, цепочки);
- шлаковые включения (одиночные, скопление, цепочки);
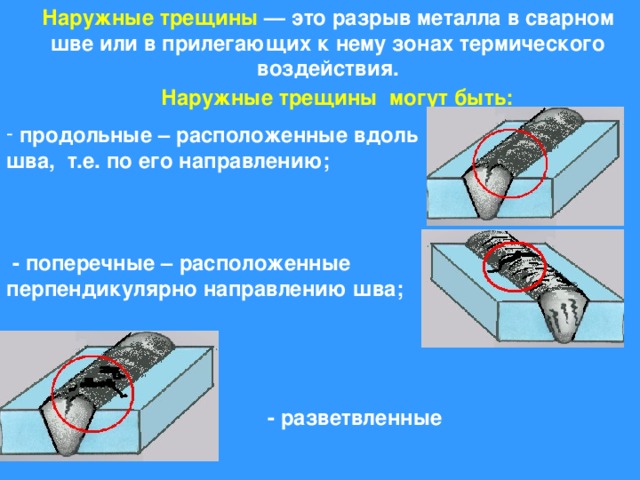
- трещины;
- непровары корня шва;
- проплавление;
- вогнутость корня шва.
Внутренние дефекты — это дефекты, выявленные при использовании неразрушающих методов контроля таких, как радиографический контроль, ультразвуковой контроль.
Внутренние дефекты;
- непровары между свариваемыми кромками;
- непровары в корне шва;
- внутренние трещины;
- поры и шлаковые включения (одиночные, скопления, цепочки), не выходящие на поверхность.
Основные дефекты сварных швов и причины их возникновения
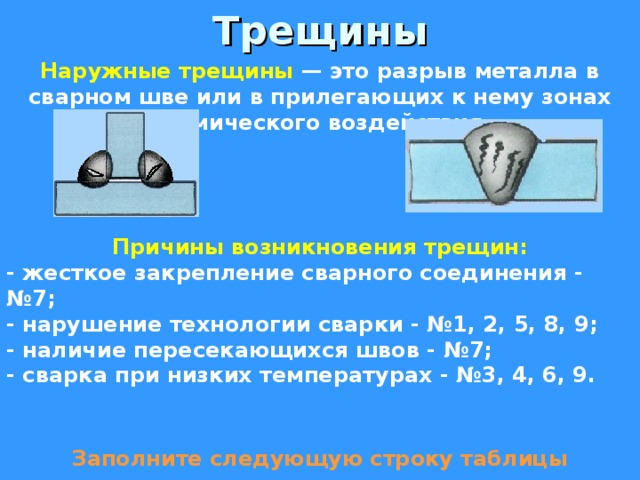
Трещина сварного соединения — дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих к нему зонах.
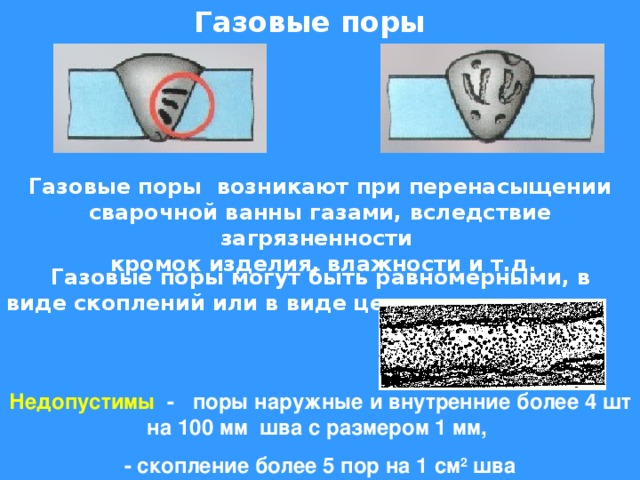
Категория дефекта: цепочка пор, отдельно стоящая пора (поры) — допускаются при выполнении требований «Нормативно - технического документа» (НТД) на данное изделие.
Скопление пор — недопустимый дефект.
Исправление: для плоских элементов — вышлифовка, механическая строжка или фрезеровка, воздушно - дуговая строжка (ВДС) угольными электродами с последующей заваркой.
Для трубных элементов — выборка дефектов на токарном станке с последующей заваркой.
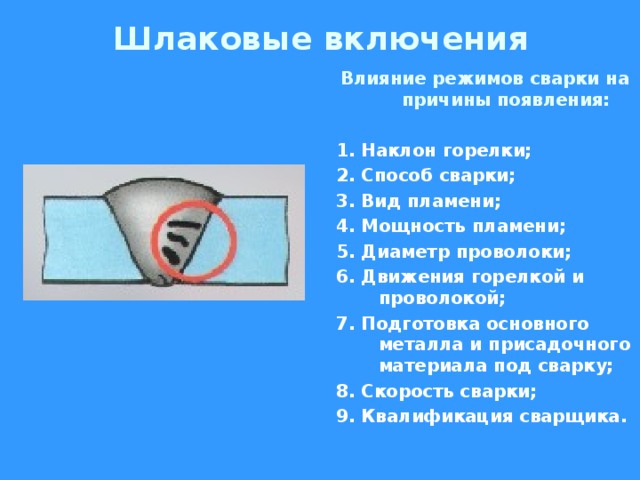
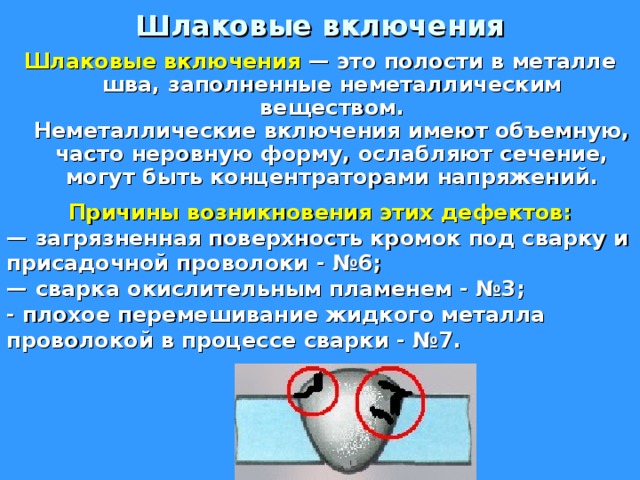
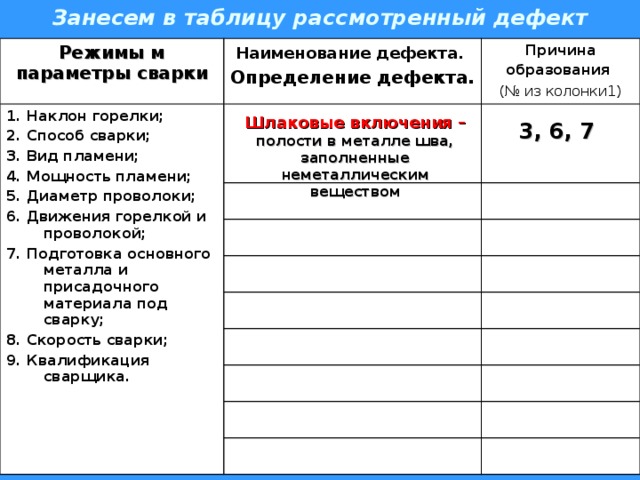
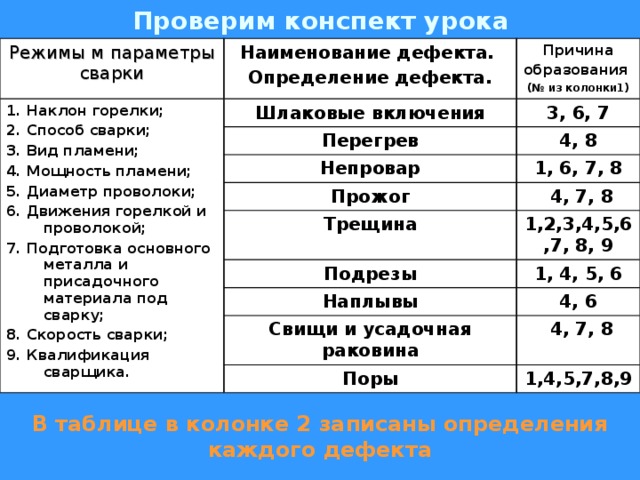
Причины появления шлаковых включений:
— завышение скорости сварки;
— плохая подготовка кромок под сварку;
— плохо отбита шлаковая корка предыдущего (нижнего) слоя,
— большая длина сварочной дуги.
Категория дефекта: цепочка шлаковых включений, отдельное шлаковое включение — допускаются при выполнении требований нормативно - технической документации на данное изделие.
Скопление шлаковых включений — недопустимый дефект.
Исправление: для плоских элементов — вышлифовка (отдельно стоящий и скопление шлака) механическая и воздушно - дуговая строжка (ВДС) (цепочки шлака) с последующей заваркой.
Для трубных элементов — вышлифовка (отдельно стоящий или скопление шлака), выборка на токарном станке (цепочки шлака) с последующей заваркой.
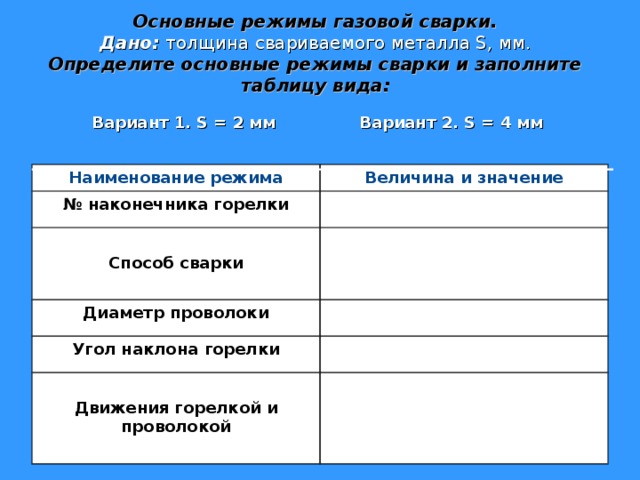
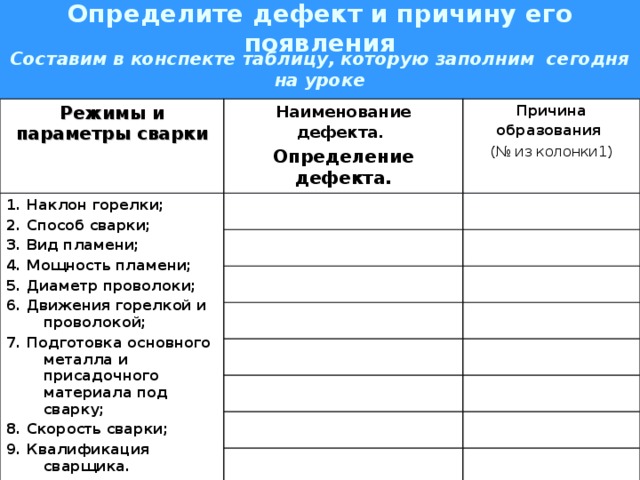
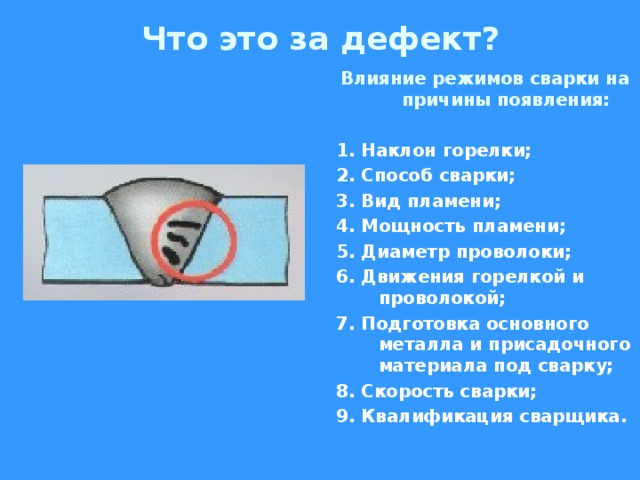
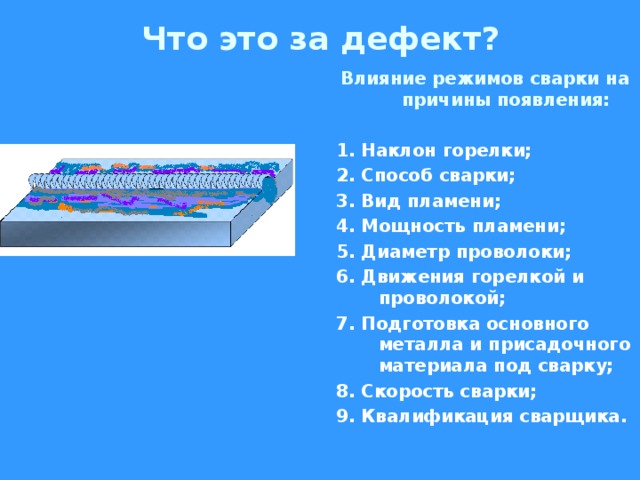
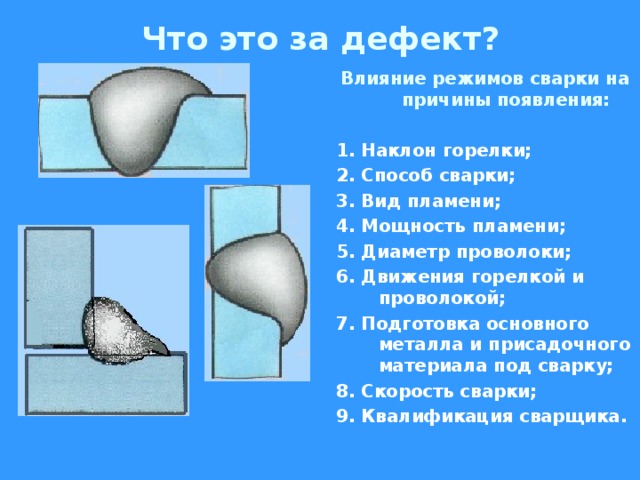
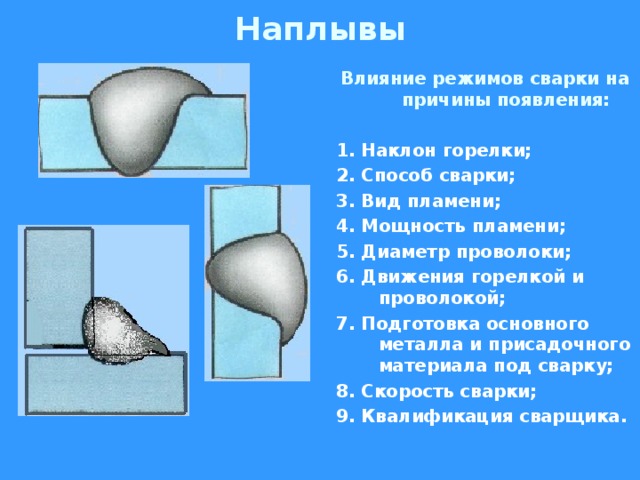
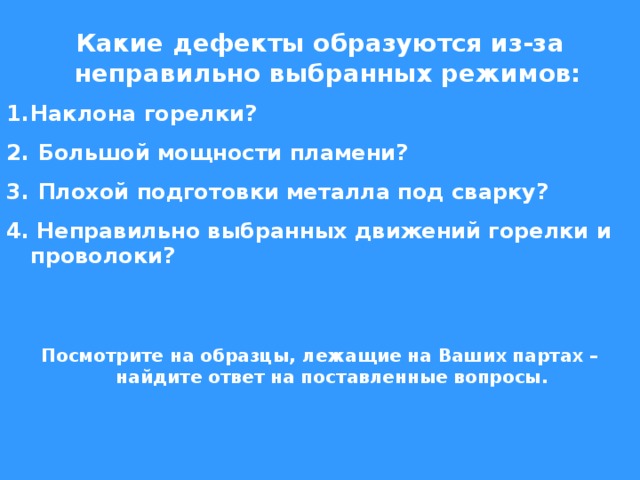
Причины появления дефектов формирования сварного шва: такие дефекты формирования сварного шва, как неплавные сопряжения сварных швов и сварного шва с основным металлом, неравномерность высоты (катета) и ширины шва, наплывы, неравномерная чешуйчатость получаются при:
— неправильном выборе режима сварки;
— в результате низкой квалификации сварщика;
— из - за низкого качества сборки узла.
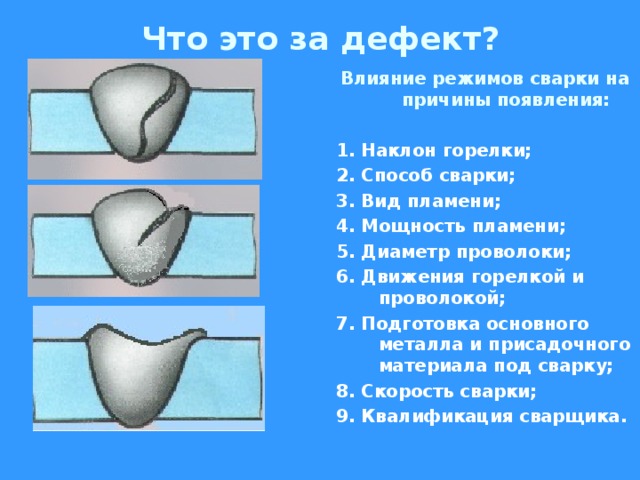
Причины появления незаверенного кратера:
— низкая квалификация сварщика;
— резкий обрыв сварочной дуги.
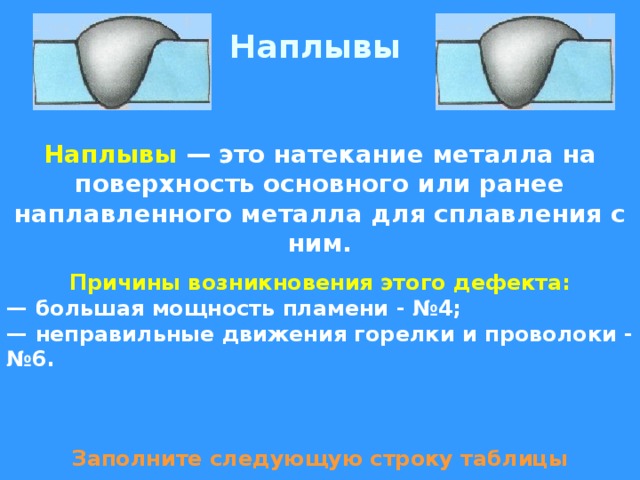
Категория дефекта: наплыв (натекание), превышение усиления сварного шва, местное превышение проплавления, асимметрия углового шва, неравномерная ширина и высота шва, плохое возобновление шва, углубление между валиками, грубая чешуйчатость — допускаются при выполнении требований нормативно - технической документации на данное изделие.
Исправления: подшлифовка.
Углубления и грубую чушуйчатость подшлифовать (сгладить) и (или) подварить.
Категория дефекта: кратер — недопустимый дефект.
Исправление: подшлифовать и подварить.
Категория дефекта: протёк сварного шва, неполностью заполненная разделка кромок — недопустимый дефект.
Исправление: подварить.
Контрольные вопросы
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
1. Что называется трещиной?
а) Дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих к ниму зонах.
б) Дефект в виде внутренней полости.
в) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
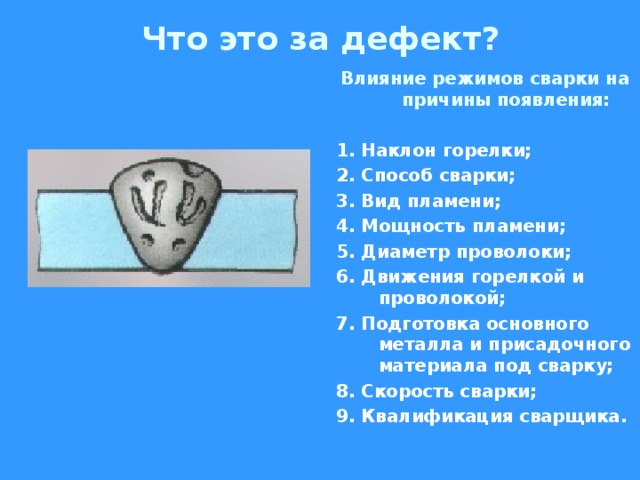
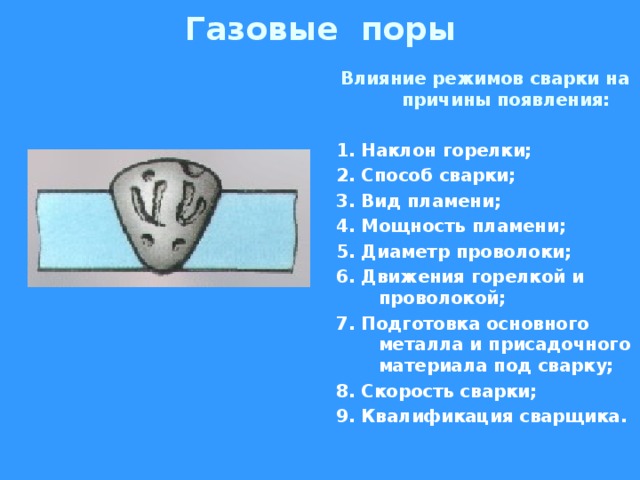
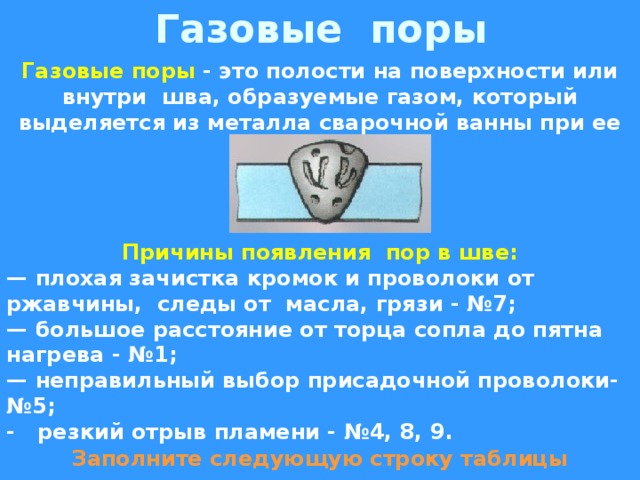
2. Что называется порой?
а) Дефект в виде полости или впадины, образованной при усадке металла шва.
б) Дефект, имеющий ответвления в различных направлениях.
в) Дефект сварного шва в виде полости округлой формы, заполненной газом.
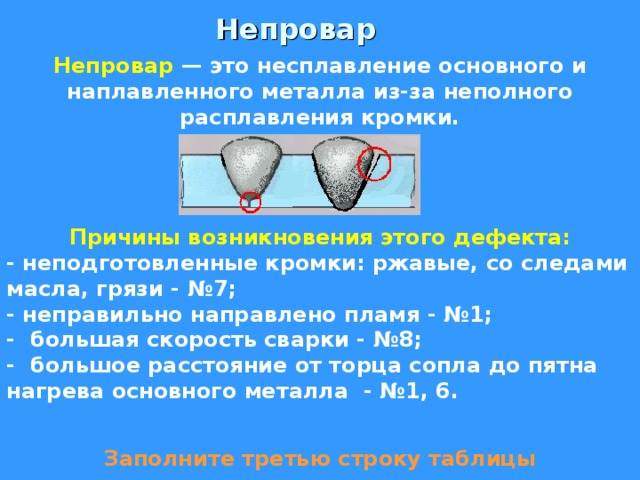
3. Что называется непроваром кромок?
а) Дефект, ориентированный вдоль сварного шва в виде разрыва.
б) Дефект в виде несплавления в сварном соединении, вследствие неполного расплавления кромок.
в) Дефект в виде скопления шлака в сварном шве.
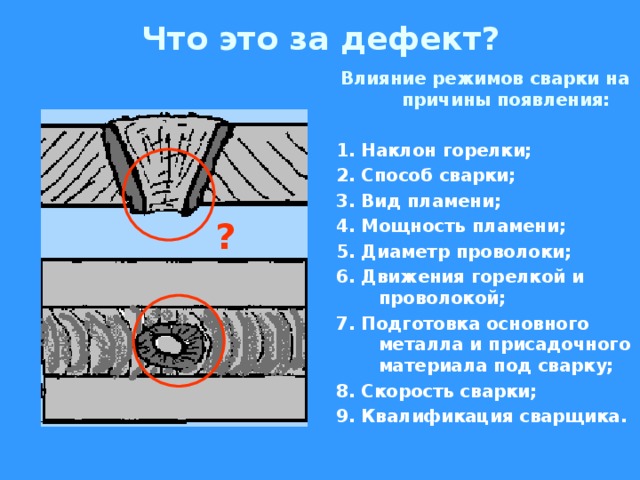
4. Что называется прожогом?
а) Дефект в виде воронкообразного углубления в сварном шве.
б) Дефект в виде полости или впадины в сварном шве.
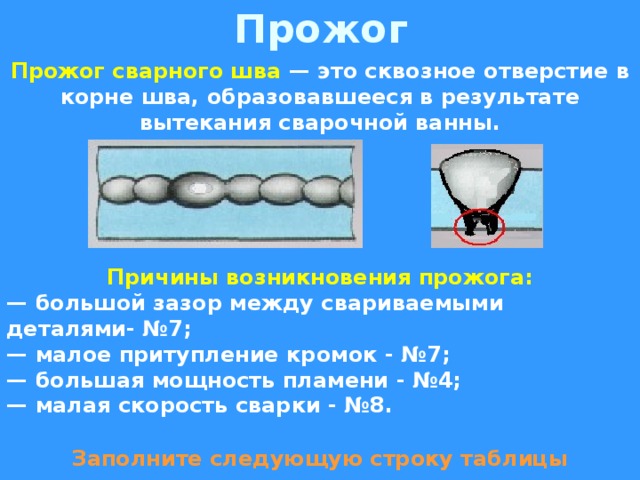
в) Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
5. Что такое шлаковое включение?
а) Дефект сварного шва в виде полости округлой формы, заполненной газом.
б) Дефект в виде шлака в сварном шве.
в) Дефект в виде углубления по линии сплавления шва с основным металлом.
6. Что называется подрезом?
а) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
б) Дефект в виде несплавления в сварном соединении, вследствие неполного расплавления кромок.
в) Дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва.
7. Что такое кратер?
а) Дефект в виде воронкообразного углубления в середине сварного шва.
б) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
в) Дефект в виде полости или впадины, образовавшийся при усадке расплавленного металла при затвердевании в конце сварного шва.
8. Что называется прижогом?
а) Дефект в виде окалины или пленки окислов на поверхности сварного соединения.
б) Дефект в виде затвердевших капель на поверхности сварного. соединения.
в) Дефект в виде местного повреждения поверхности основного металла, возникшее в результате случайного или преднамеренного возбуждения дуги вне разделки соединения.
9. Каковы причины появления пор?
а) Хорошо прокаленные электроды.
б) Влажные электроды.
в) Наличие ржавчины или масла на сварочных кромках.
10. Каковы причины появления брызг электродного металла?
а) Большая длина сварочной дуги.
б) Большая ширина сварного шва.
в) Магнитное дутье.
















 Презентация по технологии "Дефекты сварных швов при газовой сварке" (1.72 MB)
Презентация по технологии "Дефекты сварных швов при газовой сварке" (1.72 MB)
 0
0 3364
3364 395
395 Нравится
0
Нравится
0



