 Получите свидетельство
Получите свидетельство Вход
Вход


Міністерство освіти і науки України
Державний вищий навчальний заклад
Київський енергетичний коледж
«Затверджую»
Заступник директора
з навчальної роботи
____________ Т.І. Свириденко
МЕТОДИЧНИЙ ПОСІБНИК
ДЛЯ ВИКОНАННЯ ПРАКТИЧНИХ РОБІТ ІЗ ДИСЦИПЛІНИ «МОНТАЖ І НАЛАГОДЖЕННЯ ЕЛЕКТРОУСТАТКУВАННЯ ЕЛЕКТРИЧНИХ СТАНЦІЙ ТА ЕЛЕКТРИЧНИХ МЕРЕЖ»
ДЛЯ СТУДЕНТІВ ДЕННОГО ТА ЗАОЧНОГО ФОРМ НАВЧАННЯ ЗІ СПЕЦІАЛЬНОСТІ 5.05070101 «МОНТАЖ І ЕКСПЛУАТАЦІЯ ЕЛЕКТРОУСТАТКУВАННЯ ЕЛЕКТРОСТАНЦІЙ І ЕНЕРГОСИСТЕМ»
Розроблено викладачем
вищої категорії Л.М. Лазарчук
РОЗГЛЯНУТО ТА СХВАЛЕНО
на засіданні ЦПК № 7
Протокол № _______від _____________
Голова ЦПК________________Т.В. Кузовкіна
2016
ПРАКТИЧНА РОБОТА № 1
ТЕМА: КАНАТИ. ВИКОРИСТАННЯ І РОЗРАХУНОК
МЕТА: НАВЧИТИСЯ РОЗРАХОВУВАТИ ТА ВИЗНАЧАТИ ТИПИ КАНАТІВ ДЛЯ ВАНТАЖНИХ ОПЕРАЦІЙ
ЗАВДАННЯ: ВИВЧИТИ ОСНОВНІ ХАРАКТЕРИСТИКИ КАНАТІВ, ВИКОНАТИ РОЗРАХУНКИ ДЛЯ СВОГО ВАРІАНТУ ТА ВИЗНАЧИТИ ТИПИ КАНАТІВ, ОФОРМИТИ ЗВІТ І ЗАХИСТИТИ ЙОГО ВІДПОВІДАЮЧИ НА КОНТРОЛЬНІ ЗАПИТАННЯ
ОСНОВНІ ПОЛОЖЕННЯ
Сталеві троси являють собою вироби канатно-мотузкового типу. Вони складаються зі сталевого дроту, обвитою по спіралі навколо сердечника, який виконується з синтетичних або органічних матеріалів.
Конструкція і матеріал троса визначають його характеристики. Основними характеристиками троса є: геометрія (діаметр) троса, розривна навантаження, коефіцієнт розтягування та інше. На сучасному ринку представлені троси, як гвинтові, так і крученого типу. Вони також можуть виготовлятися з оцинкованої та нержавіючої сталі, а також з інших металів.
Плетені троси і сталеві канати мають низькі коефіцієнти розтягування і кручення. Така фактура значно збільшує міцність канатно-мотузкового вироби. Для запобігання корозії металу і зменшення впливу з боку навколишнього середовища, деякі види тросів мають оболонку з синтетичних матеріалів(поліуретан,латекс і інші).Завдяки своїм якостям, сталеві канати і троси застосовуються в дуже широкому спектрі діяльності, будь то, промисловість, будівництво, транспортні системи. Також троси знаходять застосування в побуті та господарської діяльності.
Щоб вибрати трос необхідно визначитися з типом його плетіння, діаметром і матеріалом з якого він виготовлений. Також важливими показниками при виборі троса є: розривне навантаження і процентний коефіцієнт подовження при зростанні динамічного навантаження на трос. Троси постачаються на монтажну ділянку згортані в бухти.
 Небезпечні фактори, що впливають на міцність канату.
Небезпечні фактори, що впливають на міцність канату.
1. Вплив води й вологи. Запам'ятайте: коли канат знаходиться в роботі й закріплений на об'єкті, завжди слід вважати його мокрим. При використанні сталевих канатів необхідно намагатись уникати впливу води та вологи на них для запобігання розвитку корозії.
2. Ультрафіолетове випромінення. Необхідно пам'ятати, що вплив сонячного світла призводить до істотного зниження міцності каната.
3. Хімічний фактор. Вплив на канати хімічно активних речовин, таких як фарб, розчинників, луг, бензину, мастил знижує їх міцніть. Тому слід унеможливлювати вплив цих речовин на канати. У разі впливу цих речовин на канати – канати необхідно вилучати з використання. Найбільш небезпечним є вплив безкольорових речовин, тому що неможливо візуально відстежити, з якою ділянкою канату вони мали контакт і відповідно зменшили його механічні характеристики.
4. Механічні пошкодження. Одночасно зі старінням канату зношуються фізично в результаті неминучих механічних впливів, яким вони піддаються у процесі експлуатації. Особливо великий вплив на зменшення міцності канату абразивна дія контактуючих з нею твердих тіл. При використанні в роботі на канати впливає:
- інтенсивне тертя навантаження;
- часткове тертя при тимчасовому торканні конструкцій;
- тертя в спусковому пристрої .
Крім того, незалежно від виду спускового пристрою гальмова дія при регулюванні швидкості або зупинці здійснюється не тільки за рахунок тертя, але й за рахунок перегинання й деформування канату, що також приводить до зниження його міцності.
5. Старіння. Під впливом фотохімічних і термічних процесів, окисного впливу повітря канати піддаються безперервному деструктивному процесу, що називається старінням. Процеси старіння протікають незалежно від того, експлуатується канат чи ні. Це приводить до безперервного зменшення міцності канатів. Внаслідок старіння зменшується й здатність каната поглинати енергію, а це вже безпосередньо впливає на його надійність. У перші кілька місяців старіння йде набагато швидше, ніж згодом.
Припустиме робоче навантаження. З вищесказаного слідує, що міцність, на яку можна розраховувати при використанні канатів як несучі канати, значно відрізняється від міцності, зазначеної виробником у паспорті. Цей факт припускає існування поняття припустиме робоче навантаження. Припустиме робоче навантаження дорівнює паспортної міцності каната ділена на коефіцієнт запасу міцності. При експлуатації канатів для визначення припустимого робочого навантаження варто помножити значення паспортної характеристики міцності на коефіцієнт 0,65.
Перевірка технічного стану. Перевірка стану оплетки каната проводитися зовнішнім оглядом без застосування збільшувальних приладів і промацуванням його по всій довжині з метою виявлення внутрішніх стовщень, обривів, затягувань і т. п. Контроль зміни метричних параметрів проводиться шляхом порівняння з контрольним зразком. Експлуатаційні випробування каната проводяться шляхом його статичного навантаження зусиллям Р = 1,25 протягом 5 хвилин.
Бракування канатів.
Для оцінки безпеки використання канатів застосовують такі критерії:
характер та кількість обривів дротів, у тому числі наявність обривів дротів біля кінцевих закріплень, наявність місць зосередження обривів дротів, інтенсивність зростання кількості обривів дротів; розрив сталки; поверхневе та внутрішнє спрацювання; поверхнева та внутрішня корозія; місцеве зменшення діаметра каната, у тому числі й через стан осердя; зменшення площі поперечного перерізу дротів каната (утрати внутрішнього перерізу); деформація у вигляді хвилястості, кошикоподібності, видавлювання осердя, дротів і сталок, роздавлення, перекручувань, заломів, перегинів, місцеве збільшення діаметра каната тощо; пошкодження в результаті термічної дії або електричного дугового розряду.
Бракування канатів, що працюють на сталевих та чавунних блоках, слід провадити за кількістю обривів дротів згідно з таблиці 1 та рисунку 1.У разі виявлення місць зосередження обривів дроту (наявність трьох та більше обривів на одній сталці, розташування вказаної в таблиці 1 кількості обривів на довжині каната менше ніж 6d), а також у разі інтенсивного зростання кількості обривів канат має бракуватися.
Канати вантажопідіймальних кранів і машин, призначені для підіймання працівників, а також транспортування розплавленого металу та шлаку, розжареного металу, вогненебезпечних, отруйних та вибухових речовин, ядерного палива бракують за вдвічі меншої кількості обривів дротів.
У разі виявлення в канаті однієї або декількох обірваних сталок канат для подальшої роботи не дозволяється.
У разі зменшення діаметра каната в результаті погіршення стану осердя – внутрішнього поверхневого спрацювання, зминання, розриву тощо (на 3 % від номінального діаметра в канатів, що не розкручуються, та на 10 % у
інших канатів), канат підлягає бракуванню навіть за відсутності видимих обривів дротів.
У разі зменшення діаметра каната в результаті поверхневого спрацювання або корозії на 7 % і більше порівняно з номінальним діаметром канат підлягає бракуванню навіть за відсутності видимих обривів дротів.
Таблиця 1. Кількість обривів дротів, за наявності яких канати подвійної звивки вибраковуються
| Кіль-кість несучих дротів у зовні-шніх сталках, n | Конструкція канатів | Тип звив-ки | Група класифікації (режиму роботи) механізму | ||||||||
| М1, М2, М3 та М4 М5, М6, М7 та М8 | |||||||||||
| за міжнарод-ними стандартами (типові зразки конструкцій) | за міждержавними стандартами | Хрес-това звив-ка | Одно-сто- рон-ня звив-ка | Хрес-това звив-ка | Однос-торон-ня звивка | ||||||
| довжина ділянки | |||||||||||
| 6d | 30d | 6d | 30d | 6d | 30d | 6d | 30d | ||||
| п | 6x7 (6/1) | 6х7(1+6)+1х7(1+6) | ЛКО | 2 | 4 | 1 | 2 | 4 | 8 | 2 | 4 |
| 6х7(1+6)+1 о.с. | ЛКО | ||||||||||
| 8х6(0+6)+9 о.с. | ЛКО | ||||||||||
| 51 | 6x19 (9/9/1)* | 6х19(1+9+9)+1о.с* | ЛКО | 3 | 6 | 2 | 3 | 6 | 12 | 3 | 6 |
| 6х19(1+9+9)+7х7(1+6)* | ЛКО | ||||||||||
| 76 |
| 18х7(1+6)+1о.с. | ЛКО | 4 | 8 | 2 | 4 | 8 | 16 | 4 | 8 |
| 101 | 8x19(9/9/1)* | 6х19(1+6+6/6)+7х7(1+6) | ЛКР | 5 | 10 | 2 | 5 | 10 | 19 | 5 | 10 |
| 6x19(12/6/1) | 6х19(1+6+6/6)+1о.с. | ЛКР | |||||||||
| 6xl9(12/6+6F/l) | 6x25(1+6; 6+12)+1о.с. | лкз | |||||||||
| 6x25FS(12/12/l)* | 6x25(1+6; 6+12)+ 7x7(1+6) | лкз | |||||||||
| 121 |
| 8х 16(0+5+11)+9 о.с. | тк | 6 | 11 | 3 | 6 | 11 | 22 | 6 | 11 |
| 141 | 8xl9(12/6+6F/l) |
|
| 6 | 13 | 3 | 6 | 13 | 26 | 6 | 13 |
| 161 | 6x36(14/7+7/7/1)* | 6х30(0+15+15)+7о.с. | ЛКО | 7 | 14 | 4 | 7 | 14 | 29 | 7 | 14 |
| 6х36(1+7+7/7+14)+1о.с* | ЛКРО | ||||||||||
| 6х36(1+7+7/7+14)+7х7(1+6)* | ЛКРО | ||||||||||
| 181 |
| 6x31(l+6+6/6+12)+lo.c. | ЛКО | 8 | 16 | 4 | 8 | 16 | 32 | 8 | 16 |
| 6x31(1+6+6/6+12)+7x7( 1+6) | ЛКО | ||||||||||
| 6x37(l+6+15+15)+lo.c* | ТЛКО | ||||||||||
| 201 | 6x41(16/8+8/8/1)* |
|
| 9 | 18 | 4 | 9 | 18 | 38 | 9 | 18 |
| 221 | 6x37(18/12/6/1) | 18xl9(l+6+6/6)+lo.c. | ЛКР | 10 | 19 | 5 | 10 | 19 | 38 | 10 | 19 |
Примітки:
1. d – діаметр каната, мм.
2. Дроти заповнення не вважаються несучими, тому не підлягають обліку. У канатів з декількома шарами сталок ураховуються дроти тільки видимого зовнішнього шару. У канатів з металевим осердям останнє розглядається як внутрішня сталка і не враховується під час підрахування кількості несучих дротів.
3. Кількість обривів не слід плутати з кількістю обірваних кінців дротів, яка може бути в 2 рази більше.
4. Клас конструкції канатів, у яких діаметр зовнішніх дротів перевищує діаметр дротів нижніх шарів, знижений та позначений зірочкою.
5. У разі роботи каната повністю або частково на блоках із синтетичного матеріалу або з металу із синтетичною футерівкою характерна поява значної кількості обривів дротів усередині каната до появи видимих ознак обривів дротів або інтенсивного спрацювання на зовнішній поверхні каната. Такі канати вибраковуються з урахуванням утрати внутрішнього перерізу.
6. Незаповнені рядки в графі “Конструкція канатів” означають відсутність конструкцій канатів з відповідною кількістю дротів. У разі появи таких конструкцій канатів, а також для канатів із загальною кількістю дротів більше 300 кількість обривів дротів, за яких канат вибраковується, визначається за формулами, наведеними у нижньому рядку таблиці, у цьому разі знайдене значення округлюється до цілого в більший бік.
7. Конструкція канатів за міжнародними стандартами:
знаком “/” відокремлено один шар дротів від іншого або в одному шарі відокремлені дроти різного діаметра;
кількість дротів сталок указано від периферії до центра каната;
F – канати з дротами заповнення, SF – канати з синтетичним осердям.
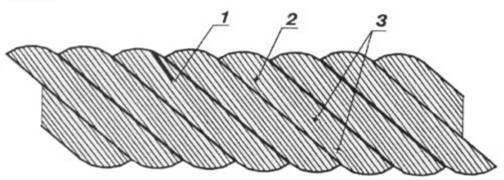
Рисунок 1. Приклад визначення кількості обривів зовнішніх дротів сталевого каната 1 – на ділянці контролю в обірваного дроту виявлений тільки один кінець, відповідний кінець обірваного дроту відсутній. Цей дефект відповідає одному обриву; 2 – на ділянці контролю в обірваного
дроту є два кінці. Цей дефект відповідає одному обриву; 3 – на ділянці контролю один з дротів має двократне порушення цілісності. Оскільки дефекти цілісності належать тільки одному дроту, цей дефект у цілому відповідає одному обриву.
За наявності у каната поверхневого спрацювання або корозії дротів кількість обривів, як ознака бракування, повинна бути зменшена відповідно до таблиці 2.
Таблиця 2. Норми бракування каната залежно від поверхневого спрацювання або корозії
| Зменшення діаметра дротів у результаті поверхневого спрацювання або корозії, % | Кількість обривів дротів, % від норм, зазначених у таблиці 1 |
| 10 | 85 |
| 15 | 75 |
| 20 | 70 |
| 25 | 60 |
| 30 та більше | 50 |
У разі зменшення первинного діаметра зовнішніх дротів через спрацювання або корозії на 40 % і більше канат бракується.
Визначення спрацювання або корозії дротів по діаметру повинно провадитись за допомогою мікрометра або іншого інструмента, що забезпечує аналогічну точність.
За меншої, ніж наведено в таблиці 1, кількості обривів дротів, а також за наявності поверхневого спрацювання дротів без їх обриву канат може експлуатуватися за умови ретельного спостереження за його станом під час періодичних оглядів із записом результатів до вахтового журналу та заміни каната у разі досягнення спрацювання, зазначеного в таблиці 2.
Якщо вантаж підвішений на двох канатах, то кожен з них бракується окремо, при цьому допустима заміна одного, більш спрацьованого, каната.
Для оцінки стану внутрішніх дротів, тобто для контролю втрати металевої частини поперечного перерізу каната (втрати внутрішнього перерізу), що спричинилася через обриви, механічне спрацювання та корозію дротів внутрішніх шарів сталок, канат необхідно піддавати дефектоскопії за всією його довжиною. У разі реєстрації за допомогою дефектоскопа втрати перерізу металу дротів, що досягає 17,5 % і більше, канат бракується.
Деформація каната у вигляді хвилястості характеризується кроком і напрямком її спіралі (рисунок 2). У разі збігу напрямків спіралі хвилястості й звивки каната та рівності кроків спіралі хвилястості Нв і звивки каната Нк канат бракується при dв 1,08d, де dв діаметр спіралі хвилястості, d номінальний діаметр каната.
У разі розбіжності напрямків спіралі хвилястості та звивки каната і нерівності кроків спіралі хвилястості та звивки каната або збігу одного з параметрів канат підлягає бракуванню при dв 1,33d. Довжина ділянки каната, що розглядається, не повинна перевищувати 25d.
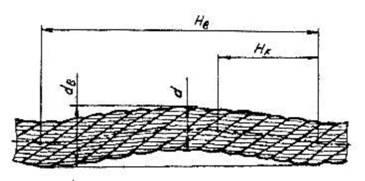
Рисунок 2 Хвилястість каната
Канати не повинні допускатися до подальшої роботи в разі виявлення таких видів деформації: кошикоподібної деформації (рисунок 3), видавлювання металевого осердя (рисунок 4), видавлювання дротів сталок (рисунок 5), місцевого збільшення діаметра каната (рисунок 6), місцевого зменшення діаметра каната (рисунок 7), роздавлених ділянок (рисунок 8), перекручувань (рисунок 9), заломів (рисунок10), перегинів (рисунок 11), пошкоджень у результаті термічних впливів або електричного дугового розряду.
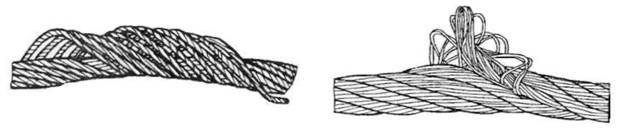
Рисунок3. Кошикоподібна деформація Рисунок4. Видавлювання металевого осердя

А Б
Рисунок 5. Видавлювання дротів сталок: а – в одній сталці; б – у декількох сталках

Рисунок 6. Місцеве збільшення діаметра каната

Рисунок7. Місцеве зменшення діаметра каната на місці руйнування органічного осердя

Рисунок 8. Роздавлювання каната Рисунок 9. Перекручування каната
 Рисунок 10. Залом каната Рисунок11. Перегин каната
Рисунок 10. Залом каната Рисунок11. Перегин каната
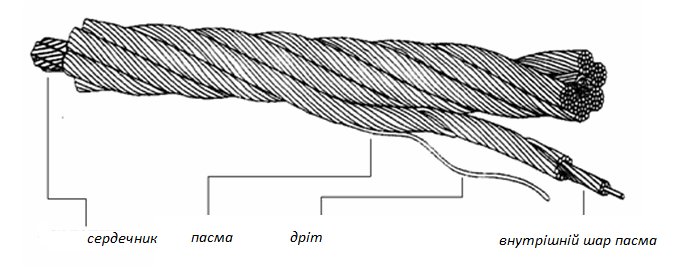
БУДОВА МЕТАЛЕВОГО КАНАТУ
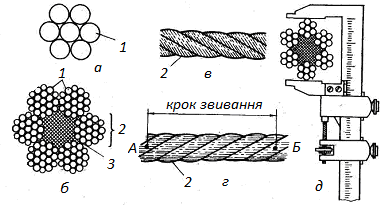
а, б – переріз канатів одинарного та подвійного звивання
в, г – канати однобічного та хрестового звивання
д – вимірювання діаметру канату
1 – дріт, 2 – пасма, 3 – сердечник (органічний)
А і Б – мітки на одній пасмі канату на відстані кроку звивання
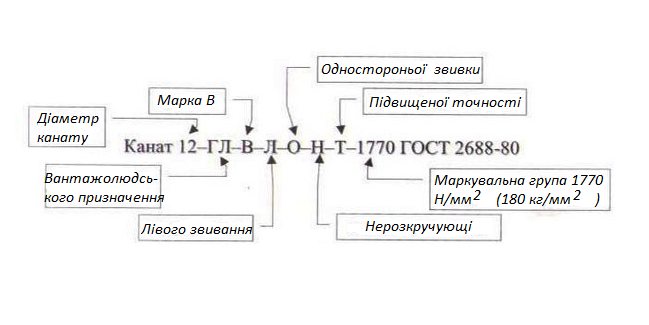
Згідно технічних умов (ГОСТ 3241-80) до кожного канату завод – виробник мусить надавати сертифікат, в якому зазначена конструкція і результати випробування канату, включаючи також розривне зусилля. При відсутності сертифікату використовувати канат забороняється.
ПРОВЕДЕННЯ РОЗРАХУНКУ
ЗАДАЧА: ВИЗНАЧИТИ РОЗРИВНЕ ЗУСИЛЛЯ І ТИП КАНАТУ
ПОЧАТКОВІ ДАНІ
| № варіанту | Маса вантажу Q, кг | Режим роботи | Число гілок, шт | Відхилення стропа від вертикалі |
| 1 | 1200 | Машинний легкий | 1 | 0 |
| 2 | 5780 | Отруйні речовини | 2 | 15 |
| 3 | 8790 | Машинний середній | 3 | 20 |
| 4 | 4560 | Масло | 4 | 30 |
| 5 | 3430 | Кислоти | 1 | 40 |
| 6 | 2360 | Вибухові речовини | 2 | 45 |
| 7 | 5780 | Машинний важкий | 3 | 60 |
| 8 | 8970 | Нафтопродукти | 4 | 0 |
| 9 | 5470 | Піднімання людей | 1 | 15 |
| 10 | 4360 | Кислоти | 2 | 20 |
| 11 | 7000 | Масло | 3 | 30 |
| 12 | 6700 | Вибухові речовини | 4 | 40 |
| 13 | 1340 | Машинний важкий | 1 | 45 |
| 14 | 1230 | Машинний середній | 2 | 60 |
| 15 | 4560 | Машини легкий | 3 | 0 |
| 16 | 1560 | Піднімання людей | 4 | 15 |
| 17 | 2900 | Нафтопродукти | 1 | 20 |
| 18 | 5600 | Отруйні речовини | 2 | 30 |
| 19 | 8000 | Машини середній | 3 | 40 |
| 20 | 4000 | Кислоти | 4 | 45 |
| 21 | 3410 | Вибухові речовини | 1 | 60 |
| 22 | 1720 | Піднімання людей | 2 | 0 |
| 23 | 7600 | Масло | 3 | 20 |
| 24 | 5000 | Кислоти | 4 | 15 |
|
|
|
|
|
|
|
|
|
|
|
|
| 25 | 1460 | Вибухові речовини | 1 | 30 |
| 26 | 2800 | Нафтопродукти | 2 | 40 |
| 27 | 8000 | Кислоти | 3 | 45 |
| 28 | 6700 | Масло | 4 | 60 |
ПРОВЕДЕННЯ РОЗРАХУНКУ
Спочатку знаходимо зусилля на одну гілку стропу за формулою :
S= mx9,81xQ/n (Н)
де S – зусилля на одну гілку стропу
m – коефіцієнт який залежить від кута відхилення стропу від вертикалі (визначається за допомогою таблиці 1)
Q – вага вантажу
n – число гілок стропу
Таблиця 1
| α; град | 0 | 15 | 20 | 30 | 40 | 45 | 60 |
| m | 1 | 1.04 | 1.06 | 1.16 | 1.31 | 1.42 | 2 |
Помножив зусилля, яке діє на одну гілку стропу, на коефіцієнт запасу міцності, отримаємо розривне зусилля яке повинен мати канат:
P=kxS (H)
Коефіцієнт запасу міцності стальних канатів визначаємо за таблицею 2
Таблиця 2
| Призначення канату | Режим роботи | Коефіцієнт запасу міцності |
| Вантажні і стрілочні | Для легкого режиму роботи Для середнього режиму роботи Для важкого режиму роботи | 4.5 5.5 6.0 |
| Канати для піднімання людей, транспортування розплавленого металу, кислот, вибухових, вогненебезпечних та отруйних речовин |
| 9.0 |
| Тельфери |
| 5.0 |
| Для об’язки вантажу вагою до 50 тон |
| 8.0 |
| Розтяжки, відтяжки |
| 3.5 |
| Для об’язки вантажу більше 50 тон |
| 6.0 |
| Канати, які мають на кінцях гаки для підвішування вантажу |
| 6.0 |
Потім із таблиці 3 підбираємо канат із розривним зусиллям яке більше отриманого у розрахунку.
Таблиця 3
| КАНАТИ ТИПУ ЛК-О КОНСТРУКЦІЯ 6Х19 (1+9+9)+1о.с. (ДЕСТ 3077-80) | ||||
| Діаметр, мм | Орієнтовна маса 1000 м змазаного канату, кг | Група маркування, Мпа/кгс/мм2 | ||
| 1568/160 | 1764/180 | |||
| Розривне зусилля канату в цілому, Н/кг.с/не менше | ||||
| 11.5 | 487.0 | 66150/6750 | 72450/7390 | |
| 13.0 | 597.5 | 81100/8280 | 88700/9070 | |
| 15.0 | 852.5 | 115500/1180 | 126500/12950 | |
| 17.0 | 1155.0 | 156000/15950 | 171500/17500 | |
| 19.5 | 1370.0 | 183000/18950 | 203500/20800 | |
| 20.5 | 1551.0 | 210500/21500 | 230500/23550 | |
| 22.0 | 1745.0 | 236500/24150 | 259000/26450 | |
| 23.0 | 1950.0 | 264500/27000 | 289500/29550 | |
| 25.5 | 2390.0 | 324500/33150 | 355500/36300 | |
| 28.0 | 2880.0 | 391000/33900 | 428000/43700 | |
| 30.5 | 3410.0 | 463500/47300 | 507500/51800 | |
| 35.0 | 4610.0 | 626500/63950 | 686000/70050 | |
| КАНАТИ ТИПУ ЛК-РО КОНСТРУКЦІЇ 6Х36 (1+7+7/7+14)+1о.с | ||||
| (ДЕСТ 7668-80) |
| 1764/180 | ||
| 9.7 | 383.5 | 49850/5090 | 56100/5725 | |
| 11.5 | 513.0 | 66750/6815 | 75100/7665 | |
| 13.5 | 696.5 | 90650/9255 | 101500/1040 | |
| 15.0 | 812.0 | 112000/11450 | 116500/1290 | |
| 16.5 | 1045.0 | 135500/13800 | 150000/1550 | |
| 18.0 | 1245.0 | 161500/16500 | 175500/1795 | |
| 20.0 | 1520.0 | 197500/20200 | 215000/21950 | |
| 22.0 | 1830.0 | 237500/24200 | 258500/26400 | |
| 23.5 | 2130.0 | 217000/28150 | 306000/30600 | |
| 25.5 | 2495.0 | 324000/33100 | 352500/36000 | |
| 29.0 | 3215.0 | 417500/42650 | 454500/46400 | |
| 31.0 | 3655.0 | 475000/48500 | 517000/52800 | |
| 33.0 | 4155.0 | 540500/55200 | 588000/60050 | |
| 34.4 | 4550.0 | 592000/60450 | 644500/65800 | |
| 36.5 | 4965.0 | 646000/66000 | 703500/71800 | |
| 39.0 | 6080.0 | 791500/80840 | 861000/87760 | |
|
|
|
|
| |
|
|
|
|
| |
|
|
|
|
| |
|
|
|
|
| |
|
| ||||
| (ДЕСТ 3071-88) | 1570/160 | 1770/180 | ||
| 8.5 | 246 | 32400/3310 | 36500/3720 | |
| 11.5 | 427 | 56350/5750 | 61250/6250 | |
| 13.5 | 613 | 80750/8340 | 87800/8960 | |
| 15.5 | 834 | 109500/11200 | 119500/12200 | |
| 22.5 | 1705 | 224000/22900 | 244000/24900 | |
| 24.5 | 2060 | 271000/27700 | 295000/30150 | |
| 27.0 | 2455 | 323500/33050 | 352500/36000 | |
| 29.0 | 2880 | 379500/38750 | 413500/42200 | |
| 33.0 | 4920 | 469000/66250 | 707000/72150 | |
| 33.5 | 3835 | 506000/51650 | 550000/56100 | |
| 36.6 | 4360 | 575500/58750 | 626500/63950 | |
| 39.5 | 5515 | 728000/43001 | 792000/80850 | |
| 44.5 | 6805 | 895500/14000 | 975000/99500 | |
| 49.5 | 8235 | 1080000/110500 | 180000/120500 | |
|
| ||||
| (ДЕСТ 3079-80) | 1568/160 | 1764/180 | ||
| 11.5 | 468 | 62600/6390 | 68750/7010 | |
| 13.5 | 662.5 | 88650/9050 | 97100/9910 | |
| 15.5 | 851.5 | 113500/11600 | 124000/12700 | |
| 17.0 | 1065 | 142000/14500 | 155500/15900 | |
| 19.5 | 1350 | 180000/18400 | 197000/20150 | |
| 21.5 | 1670 | 225500/22750 | 244500/24950 | |
| 23.0 | 1930 | 258000/26750 | 283000/29300 | |
| 25.0 | 2245 | 300000/30650 | 328500/33550 | |
| 27.0 | 2650.6 | 354500/36200 | 388500/39650 | |
| 29.0 | 3015 | 403500/41200 | 441500/45100 | |
| 30.5 | 3405 | 455500/46500 | 499000/50950 | |
| 35.0 | 4435 | 590000/60550 | 650000/66350 | |
| 43.0 | 6675 | 893000/91150 | 980000/99850 | |
| 47.0 | 7845 | 1045000/107000 | 1145000/80750 | |
 КАНАТИ ТИПУ ТК КОНСТРУКЦІЇ 6х37 (1+6+12+18)+1о.с
КАНАТИ ТИПУ ТК КОНСТРУКЦІЇ 6х37 (1+6+12+18)+1о.с КАНАТИ ТИПУ ТЛК-О КОНСТРУКЦІЇ 6х37 (1+6+15+15)+1 о.с
КАНАТИ ТИПУ ТЛК-О КОНСТРУКЦІЇ 6х37 (1+6+15+15)+1 о.с
Відповідь на задачу повинна мати наступне:
1 Тип і конструкція канату
2 Групу маркування
3 Розривне зусилля канату в цілому
4 Орієнтовна маса 1000 м змащеного канату
5 Діаметр канату
КОНТРОЛЬНІ ЗАПИТАННЯ
1 Матеріал виготовлення канатів
2 Що таке трос
3 Будова металевих канатів
4 Основні показники при виборі тросу (канату)
5 Небезпечні фактори які впливають на міцність канату
6 Бракування канату
7 Види деформацій канату
ПРАКТИЧНА РОБОТА № 2
ТЕМА: ЗВАРНІ ШВИ
МЕТА: ОЗНАЙОМИТИСЬ ІЗ КЛАСИФІКАЦІЄЮ ЗВАРНИХ ШВІВ,
ЗАВДАННЯ: ВИВЧИТИ ОСНОВНІ ХАРАКТЕРИСТИКИ ЗВАРНИХ ШВІВ, ОФОРМИТИ ЗВІТ І ЗАХИСТИТИ ЙОГО ВІДПОВІДАЮЧИ НА КОНТРОЛЬНІ ЗАПИТАННЯ
ОСНОВНІ ПОЛОЖЕННЯ
Класифікація зварних швів
Зварний шов – це ділянка зварного з'єднання що утворена в результаті кристалізації металу в зварювальній ванні.
Зварні шви класифікуються за наступними ознаками
За типом: стикові; кутові.
За положенням шва у просторі: нижні; горизонтальні; вертикальні; стельові. За конфігурацією: прямолінійні; кільцеві; криволінійні.
За протяжністю: суцільні; переривисті (шахові, ланцюгові).
За посиленням: нормальні; ослаблені; посилені.
За характером виконання: односторонні; двосторонні.
За кількістю шарів: одношарові; багатошарові.
За довжиною:
- короткі – до 250 мм (зварюються на прохід);
- середні – від 250 до 1000 мм (зварюються від середини до країв або зворотно -
ступеневим способом);
- довгі – більше 1000 мм (зварюються зворотно-ступеневим способом від середини до країв).
За напрямком діючого зусилля: подовжні (флангові); поперечні (лобові); комбіновані; косі.
За способом зварювання розділяються на шви що виконані:
- ручним дуговим зварюванням (ГОСТ 5264-80);
- механізованим зварюванням під шаром флюсу (ГОСТ 8713-79);
- механізованим зварюванням у захисних газах (ГОСТ 14771-76);
- електрошлаковим зварюванням (ГОСТ 15164-78)
За розташуванням зварних деталей відносно одна одної шви можуть бути:
- під гострим кутом;
- під тупим кутом;
- під прямим кутом;
- розташовані в одній площині.
Класифікація зварювання за ступенем механізації
За ступенем механізації розрізняють ручне дугове зварювання та напівавтоматичне.
Позначення зварювального дроту Літери і цифри в марці дроту позначають:
- цифра, яка стоїть перед маркою дроту вказує діаметр дроту;
- літери Св позначають зварювальний дріт;
- перші дві цифри показують зміст вуглецю в сотих долях відсотків;
- подальші літери вказують на зміст в дроту головних елементів;
- цифри після цих літер вказують середній зміст елементу у відсотках (відсутність цифри означає, що даного елементу міститься до 1%);
- наявність на кінці марки літери А позначає понижений зміст сірки та фосфору, а АА - більш знижене.
Наприклад:
1 2 3 4 5 6
2 Св-08Г2СА
1. Діаметр дроту – 2 мм.
2. Позначення зварювального дроту – Св.
3. Зміст вуглецю у сотих долях відсотків – 0,08%.
4. Зміст легуючого елементу – Г марганець до 2 %.
5. Зміст легуючого елементу – С кремній до 1 %.
6. Знижений зміст шкідливих елементів (сірки та фосфору) – А.
Продуктивність зварювання
Продуктивність процесу зварювання оцінюється за кількістю наплавленого електродного металу.
Продуктивність зварювання розраховується:
Gн=αн Iсв to де Gн – продуктивність зварювання, год.; αн – коефіцієнт наплавлення, г/А*год.; Iсв – сила зварювального струму, А; to – основний час зварювання, год.
Зварюваність сталей
| Зварюваність – це властивість або сукупність властивостей металів утворювати при встановленій технології зварювання з'єднання, що відповідає вимогам, обумовленим конструкцією та експлуатацією виробу. Оцінку зварюваності визначають за хімічним складом сталі відсотком вуглецю Секв за наступними групами. Група I Добре зварювані сталі Секв=0,15-0,25 % | |
| Група II | Задовільно зварювані сталі Секв=0,25-0,30 % |
| Група III | Обмежено зварювані сталі Секв=0,35-0,40 % |
| Група IV | Погано зварювані сталі Секв=0,40-0,45 % і більше
|
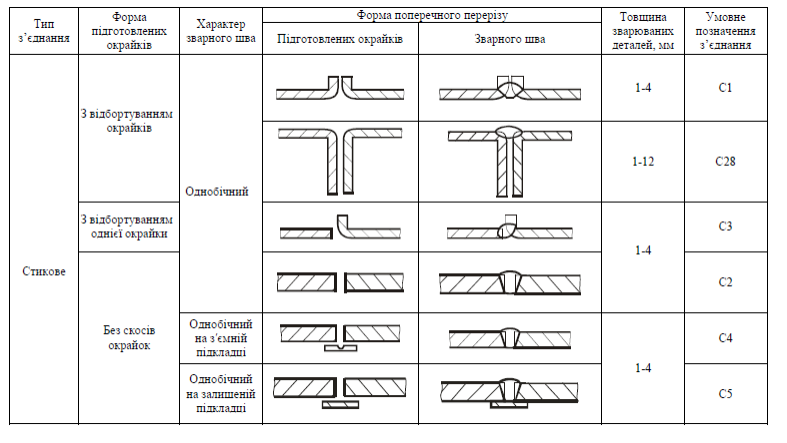
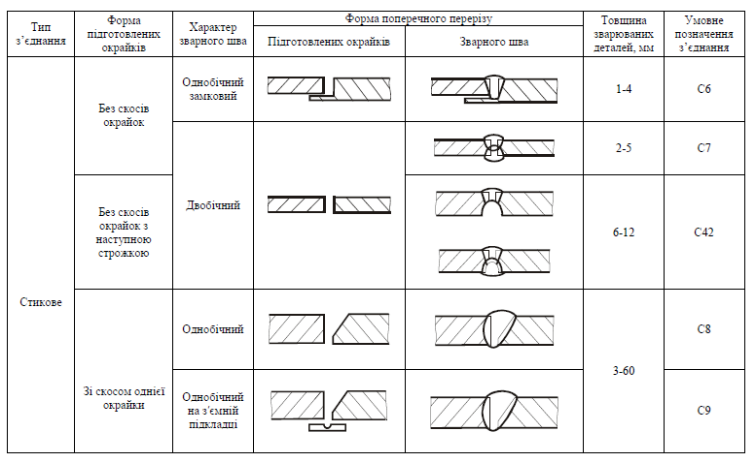
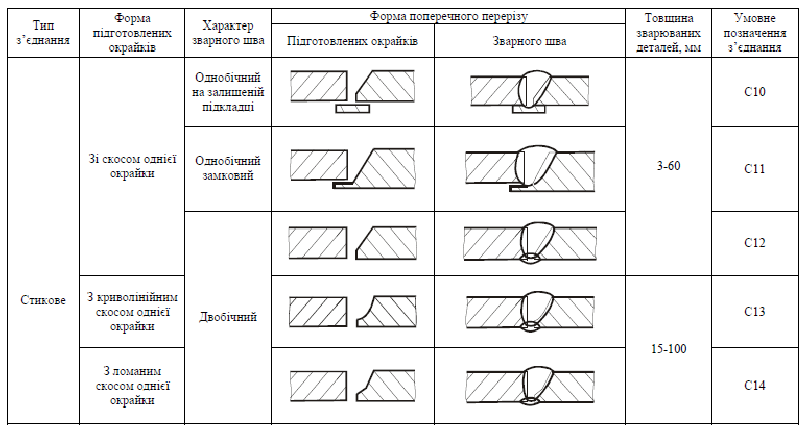
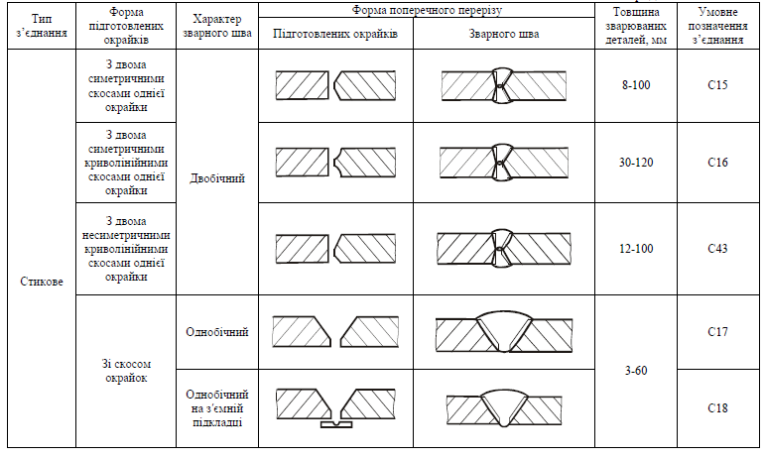
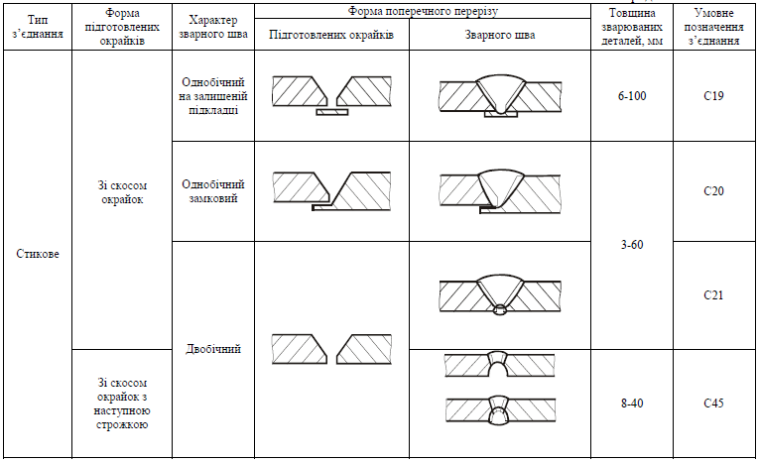
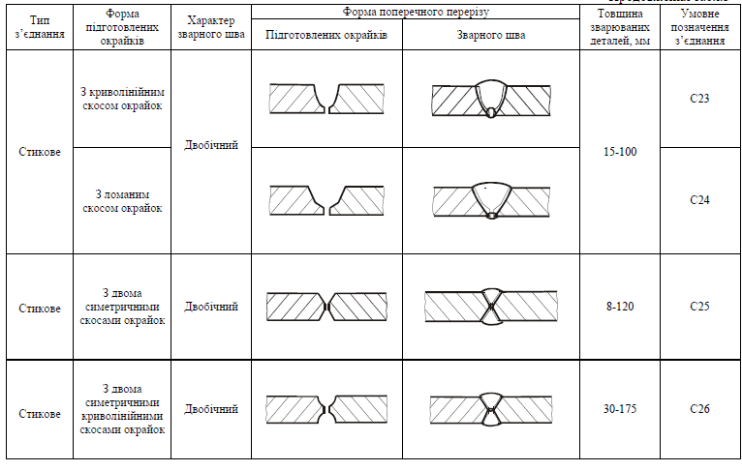
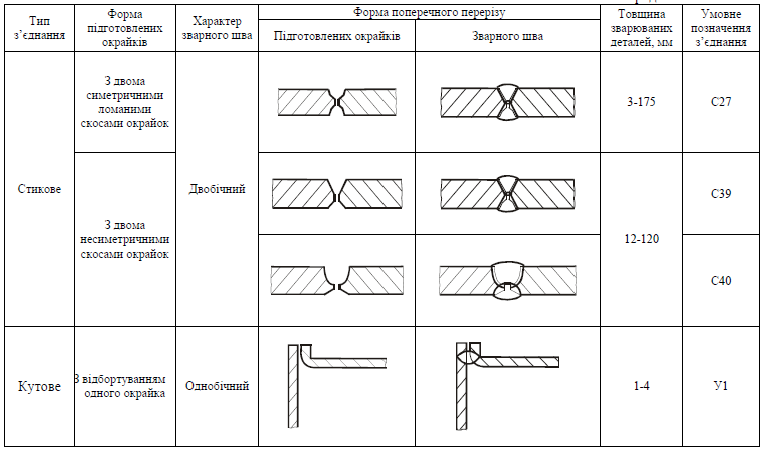
Згідно ГОСТ 5264-80 конструктивними елементами стикового зварного шва є:
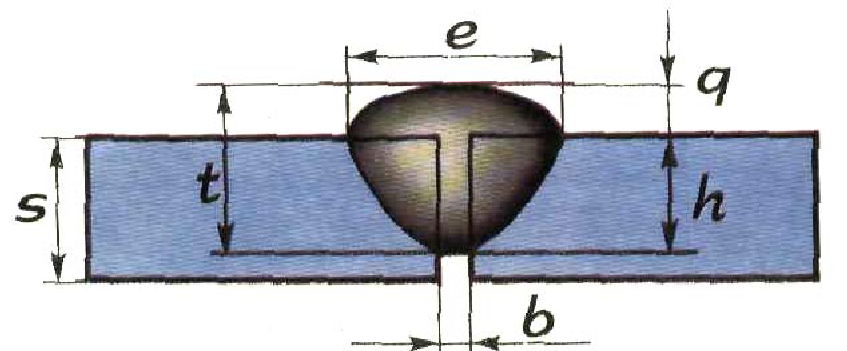
s - товщина металу e - ширина шва q – посилення шва h - глибина проплавлення t - товщина шва b – зазор
Глибина проплавлення (h) – це найбільша глибина розплавленого основного металу в перетині шва.
Посилення стикового шва (q) – це частина металу шву, що розташована над поверхнею зварюваних частин. Зазор(b) – це відстань між кромками металу. Згідно ГОСТ 5264-80 конструктивними елементами таврового зварного шва є:
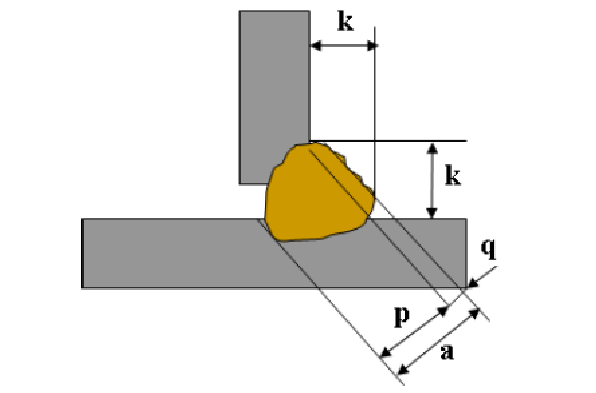
k – катет кутового шва p – розрахункова висота кутового шва a – товщина кутового шва При зварюванні металу різної товщини тавровим з’єднанням, вибирають максимальний катет шва для тонкого металу, а також перевіряють товщий метал на надійність провару призначаючи мінімальний катет шва.
Вимоги підготовки зварних з’єднань до складання
Основний метал, призначений для виготовлення зварних конструкцій, заздалегідь випрямляють, розмічають і розрізають на окремі деталі і виконують необхідний скіс кромок.
Підготовлені деталі складають під зварювання. При складанні важливо витримати необхідні зазори та поєднання кромок. Точність складання перевіряється шаблонами, вимірювальними лінійками і різного роду щупами. Основні типи підготовки кромок перед ручним дуговим зварюванням виконуються згідно ГОСТ 5264-80.
Режимом зварювання називають сукупність характеристик зварювального процесу, що забезпечують отримання зварного з’єднання заданих розмірів форми та якості. При ручному зварюванні такими характеристиками є:
- діаметр електроду;
- сила зварювального струму;
- швидкість переміщення електроду вздовж шву (швидкість зварювання);
- напруга на дузі;
- рід та полярність струму.
Згідно стандарту розрізняють наступні типи зварних з’єднань (рисунку 1):
- стикові з’єднання – це з’єднання елементів, що примикають один до одного торцевими поверхнями;
- з’єднання внакладку – це з’єднання, в якому елементи, що підлягають зварюванню, розташовані паралельно і частково перекривають один одного;
- таврове з’єднання – це з’єднання, в якому торець одного елемента прилягає під кутом і приварюється до бокової поверхні другого елемента;
- кутове з’єднання – це з’єднання двох елементів, розташованих під кутом і зварених у місці прилягання їхніх країв.
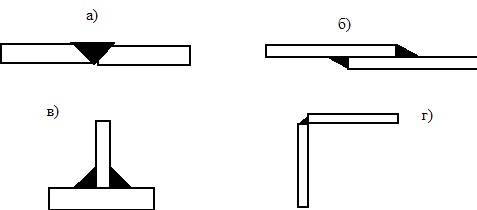
Рисунок.1 Типи зварних з’єднань: стикове (а), внакладку (б), таврове (в), кутове (г) ( на прикладі зварювання плавленням )
КОНТРОЛЬНІ ЗАПИТАННЯ
1 Класифікація зварних швів
2 Розташування зварних деталей відповідно одна одної
3 Як розрізняють шви за способом зварювання
4 Класифікація зварювання за ступенем механізації
5 Позначення зварювального дроту
6 Продуктивність зварювання
7 Властивості зварювання сталей
8 Конструктивні елементи стикового зварного шва
9 Конструктивні елементи таврового зварного шва
10 Вимоги підготовки зварних з’єднань до складання
11 Режими зварювання
12 Типи зварних з’єднань
ПРАКТИЧНА РОБОТА № 3, 4
ТЕМА: УСТАНОВКИ ДЛЯ СУШКИ ТА ОЧИСТКИ ТРАНСФОРМАТОРНОГО МАСТИЛА
МЕТА: ОЗНАЙОМИТИСЬ ІЗ ПРИНЦИПОМ РОБОТИ УСТАНОВОК ДЛЯ СУШКИ ТА ОЧИСТКИ ТРАНСФОРМАТОРНОГО МАСТИЛА
ЗАВДАННЯ: ВИВЧИТИ ОСНОВНІ ХАРАКТЕРИСТИКИ ЦЕОЛІТОВОЇ УСТАНОВКИ І УСТАНОВКИ УВМ-1, ОФОРМИТИ ЗВІТ ТА ЗАХИСТИТИ ЙОГО ВІДПОВІДАЮЧИ НА КОНТРОЛЬНІ ЗАПИТАННЯ
ОСНОВНІ ПОЛОЖЕННЯ
|
|
Залежно від стану трансформаторного масла необхідно розрізняти:
- свіжі масла - масла, які поступають від заводів-виготовлювачів і параметри яких визначаються відповідно до стандартів, технічних умов, сертифікатів, інших документів, що встановлюють і підтверджують якість цієї продукції;
- експлуатаційні масла - масла, параметри яких контролюються і оцінюються відповідно до вимог норм, періодичності та обсягів контролю, тобто вимогами, що визначаються особливостями обладнання, в якому це масло експлуатується (тип обладнання, клас його напруги та ін.);
- регенеровані масла - це масла, параметри яких відновлюються спеціальними технологічними заходами до стану свіжого або
експлуатаційного після того, як якість масла частково чи повністю досягла невідповідності вимогам норм експлуатації.
Вимоги до зберігання масел Для зберігання трансформаторного масла повинні використовуватися сталеві герметичні ємкості (чисті та сухі), що мають усередині маслостійке покриття. Зовні вони повинні мати таке покриття, що захищає від корозії і, при зовнішньому розташуванні, має світловідбиваючі властивості. Допустима температура зберігання масла, при сезонних коливаннях оточуючої температури, від мінус 40 °С до плюс 60 °С.Ємкості мають бути обладнані засувками для заливу масла та люком для забезпечення можливості очищення, ревізії і ремонту ємкості, рекомендується мати два масловідбірника: перший - для відбору проб із дна і другий – розташований у нижній точці відбору масла, на рівні зливного вентиля. «Дихання» (сполучення з атмосферою) ємкості має забезпечуватися через силікагелевий або цеолітовий патрон. Рекомендується підтримувати точку роси в надмасляному просторі не більше мінус 25 °С.
Рекомендується оснащувати ємкості нижнім колектором з отворами від 3 до 4 мм для забезпечення можливості підсушки масла подаванням осушеного повітря або азоту. Рекомендується в процесі зберігання один раз на рік провадити аналіз масла з обох масловідбірників у такому обсязі:
-зовнішній вигляд, наявність механічних домішок і нерозчиненої води;
- температура спалаху; - пробивна напруга; - тангенс кута діелектричних втрат при 90 °С.
| Стисла характеристика старіння масла в процесі експлуатації Трансформаторні масла в процесі експлуатації змінюють свої хімічні та електрофізичні властивості під впливом різних факторів: температури, електричного поля, молекулярного кисню, взаємодії з конструкційними матеріалами електрообладнання (особливо у випадках використання в конструкціях неякісних ізоляційних матеріалів, наприклад лаків, нестійких до впливу масла).У результаті відбувається потемніння масла,
утворюються низько- та високомолекулярні продукти окислення, зростають діелектричні втрати; на певній стадії окислення можливе утворення осаду та випадання шламу. Сукупність цих змін визначається терміном «старіння». Переважаючим фактором старіння трансформаторного масла є окислювальне перетворення вуглеводнів, що входять до його складу, під впливом молекулярного кисню. Швидкість окислення масла, характер продуктів, що утворюються, залежать від хімічного складу масла, ступеня його очищення, умов експлуатації. На початковій стадії окислення масло поглинає кисень у невеликій кількості і зміни, що відбуваються у цей період, практично не виявляються звичайними методами фізико-хімічного аналізу. Цей період окислення прийнято називати індукційним. Він приблизно відповідає періоду використання іонолу до концентрації 0,1 % і менше. Низькомолекулярні органічні кислоти та органічні перекиси, що
Регенерація масла Вибір методу регенерації залежить від якості масла, наявності матеріалів та обладнання. Розрізняють три види регенерації: - періодична регенерація, під час виводу обладнання з роботи, за допомогою маслорегенераційних установок; - регенерація експлуатаційних та відпрацьованих масел на маслоочисних станціях. Для регенерації масел використовуються методи адсорбційного очищення перколяційнимабо контактним засобом, при цьому застосовуються крупнопористі синтетичні та природні сорбенти: - для контактного очищення масла можуть бути використані місцеві природні відбілюючі глини. Контроль якості регенерованих масел При надходженні масла на маслоочисну станцію провести вхідний контроль масла за такими показниками: - зовнішній вигляд масла: колір, запах, наявність сторонніх домішок; - кислотне число; - тангенс кута діелектричних втрат при 90 °С; -температура спалаху.Експлуатаційні масла, що мають температуру спалаху на 20 °С менше мінімальної, яка нормується відповідним стандартом, підлягають дегазації. При більш значному зниженні температури спалаху регенерація масла може бути недоцільною з економічних міркувань. |
Цеолітова установка для сушки трансформаторного масла основана на процесі адсорбції (поглинання будь якої речовини поверхністью твердого тіла). Речовина, яка володіє абсорбційною властивістью, називають адсорбентами, а адсорбіруєма речовина – адсорбатом. Величина абсорбції залежить від величини поверхні адсорбента та концентрації адсорбата. При фільтрації масла через шар адсорбента волога, яка знаходиться в маслі, затримується в його поверхні. В якості адсорбенту для сушки масла вибрані цеоліти типу NaA, які мають велику сорбційну ємкість та селективність.
Технологічна схема установки сушки трансфораторного масла цеолітами :
1 Вхідний вентиль; 2 Маслонасос; 3 Електричний підігрівач масла; 4 Манометр; 5 Вхідний фільтр; 6 Абсорбери; 7 Верхній колектор; 8 Повітряний клапан; 9 Об’ємний лічильник рідини; 10 Кран
Основною робочою частиною технологічної схеми цеолітової установки являється батарея із чотирьох абсорберів. Кожен адсорбер являє собою полий металевий циліндр, до нижньої горловини якої приварена металева решітка, яка служить опорою для цеолітів. Абсорбер повністю заповнений сентетичними цеолітами типу NaA. Адсорбери знизу та зверху з’єднані колекторами. Сире масло подається насосом, проходить через електропідігрівач, вхідний фільтр і адсорбери, після сушки в які потрапляє через вихідний фільтр та лічильник в бак для сухого масла. Для забезпечення нормального процесу сушки необхідно підтримувати надлишковий тиск масла перед адсорберами постійно, який не перевищує 0,08-0,1 МПа. Тиск залежить від швидкості подачі масла в адсорбери та від в’язкості масла. В‘язкість масла залежить від його температури. Для забезпечення стабільності в’язкості масла служить електропідігрівач, який вмикається автоматично. Контроль за тиском масла виконується манометром, який встановлений на верхньому колектору і маслопідігрівачу. Очистка масла від механічних домішок виконується фільтром.
При сушці масла слід регулювати швидкість подачі масла в залежності від його початкової електричної міцності. В тих випадках, коли масло має низьку міцність (менше 20 кВ) або коли масло має стійку емульсію з водою (масло мутне), слід зменшити швидкість подачі масла до 1000 л/г.
Установка УВМ-1
1 Вхідний вентиль; 2 Маслонасос; 3Маслопідігрівач; 4 Мановакуумметр;
5 Лічильник рідини; 6 Дегазатор; 7 Каскади; 8 Патрон олитовий; 9Повітряний фільтр; 10 Вакуумметр; 11 Вакуумний агрегат; 12,13 Вакуумні насоси; 14 Електричний насос; 15 Абсорбціометр; 16 Клапан; 17Електричний насос; 18 Вихідний фільтр.
Установка УВМ-1 призначена для вакуумування та азатурування масла в процесі заливки його в силові трансформатори або інші електричні устаткування. Установка забезпечує дегазацію масла до остаточного вмісту повітря не більше 0,1% за об’ємом, сушку масла до вміст вологи не більше 0,001% по масі, очищення масла від механічних домішок, насищенні дегазованного масла азотом до 8 % за об’ємом в трансформаторах із азотним захистом.
Техніка безпеки при роботі із установкою УВМ-1:
забороняється користуватися відкритим полум’ям;
залишати установку без нагляду;
зберігати на робочому місці бензин, керасин, розчинники, фарбу;
користуватися промасляним ганчірям;
до роботи допускаються тільки спеціально навчений персонал.
КОНТРОЛЬНІ ЗАПИТАННЯ
1 Трансформаторне масло.
2 Заходи які продовжують термін служби трансформаторного масла.
3 Властивості трансформаторного масла.
4 Які є стани трансформаторного масла.
5 Вимоги до зберігання трансформаторного масла.
6 Старіння трансформаторного масла.
7 Регенерація масла.
8 Контроль якості регенерованих масел.
9 Цеолітова установка.
10 Установка УВМ-1.
11 ТБ при роботі з УВМ-1









 Методичний посібник для виконання практичних робіт (1.47 MB)
Методичний посібник для виконання практичних робіт (1.47 MB)
 0
0 983
983 7
7 Нравится
0
Нравится
0


