 Получите свидетельство
Получите свидетельство Вход
Вход


Тема 2.3. Разрезание, правка и сгибание проволоки. Часть 2.
Предмет «Производственное обучение»
Мастер п-о Арсламбекова О.Г.
Этапы урока
История развития информатики
1
1
Мотивационный этап
2
Компьютерная графика
2
Операционный этап (новый материал)
Microsoft Word
3
3
Рефлексивный этап
6
Microsoft Power Point
6
Цель изучения дисциплины
«Слесарное дело»:
Теоретическая и практическая подготовка для работы по профессии «Электромеханическое
оборудование в промышленности»
The role of this topic in the study of the discipline
tasks :
Teaching : изучение технологии гибки полосового металла; формирование умений и навыков при выполнении гибки металла;
developmental : организация деятельности мышления и воображения учащихся в процессе формирования ЗУН;
Educative : Развитие коммуникативности, аккуратности
Требования к уровню усвоения
темы
После изучения темы студент должен знать ( The student should know ) :
технологию выполнения гибки полосового металла.
Требования к уровню усвоения
темы
После изучения темы студент должен уметь ( The student should be able to ):
пользоваться инструментом для безопасного выполнения слесарных работах;
Требования к уровню усвоения
темы
После изучения темы студент должен обладать навыками ( The student must have the skills ):
работы со справочной литературой и словарями.
homework :
- «Материаловедение и слесарное дело» Ю.Чумаченко
https :// learningapps.org/myapps.php
https:// www.youtube.com/watch?time_continue=27&v=4w7lcpHSNfY&feature=emb_logo гибка на станке
https:// www.youtube.com/watch?time_continue=20&v=vTvCOrIg0E8&feature=emb_logo гибка листового металла (ЧПУ)
https:// www.youtube.com/watch?time_continue=16&v=NCXpONya17g&feature=emb_logo с приспособлениями
https://www.youtube.com/watch?time_continue=49&v=50GcwdKrdXk&feature=emb_logo тиски
https://www.youtube.com/watch?time_continue=78&v=seBFM33HsbU&feature=emb_logo ручная развальцовка
questions:
- Общие понятия и определения
- Инструмент для гибки металла
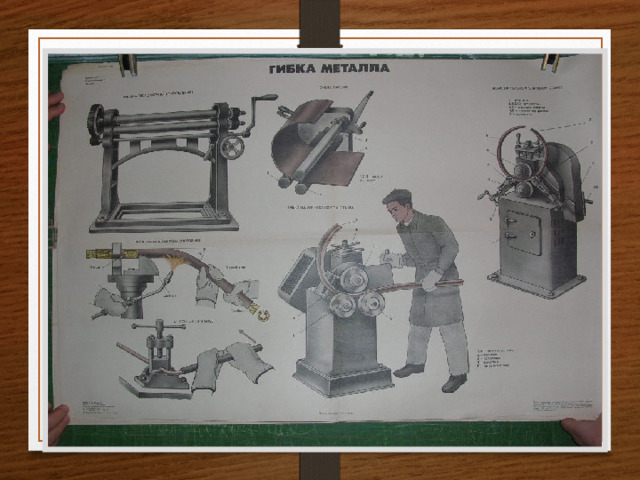
- Оборудование и приспособления для гибки металла
- Аукцион знаний
Инструменты и оборудование :
- молотки слесарные массой 500 – 600г;
- линейки измерительные ,
- - разметочный инструмент ( чертилка , циркуль , угольник 90 , кернер ) ,
- круглогубцы , кусачки , пресс винтовой или гидравлический.
Приспособления и материалы :
- тиски ,
- оправки разные ,
- трубогиб роликовый ,
- гибочные приспособления
- масло машинное ,
- полосовой , листовой и прутковый материал .
https://www.youtube.com/watch?time_continue=49&v=50GcwdKrdXk&feature=emb_logo тиски
- Гибка — способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма.
- Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений.
- Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами.
- Гибке подвергают только пластичный материал.
- Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол.
- Происходит это следующим образом: на заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения, и если эти напряжения не превышают предел упругости материала, то деформация, получаемая заготовкой, является упругой и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
- Однако при гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической, при этом внутренние слои заготовки подвергаются сжатию и укорачиваются, наружные слои подвергаются растяжению и длина их увеличивается.
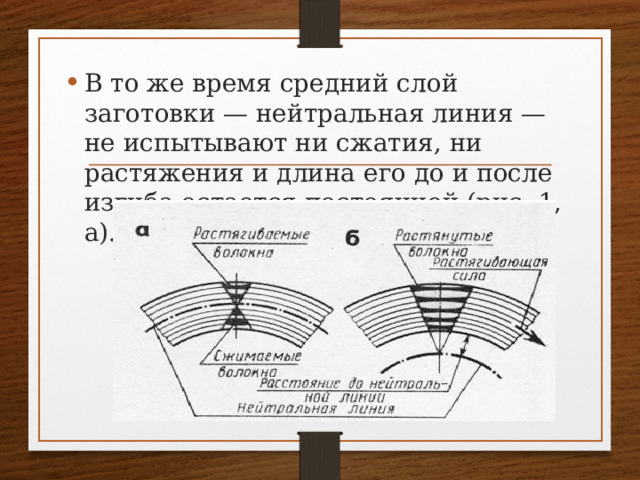
- В то же время средний слой заготовки — нейтральная линия — не испытывают ни сжатия, ни растяжения и длина его до и после изгиба остается постоянной (рис. 1, а).
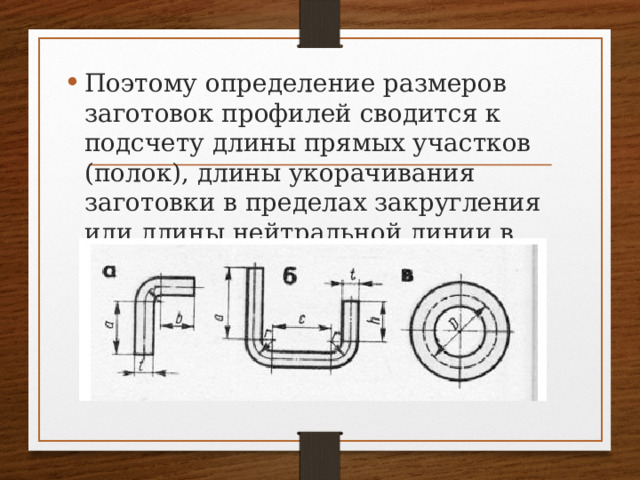
- Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
- В процессе гибки в металле возникают значительные напряжения и деформации.
- Они особенно ощутимы, когда радиус гибки мал.
- Чтобы не появились при этом трещины в наружных слоях, радиус гибки не должен быть меньше минимально допустимого радиуса, который выбирается в зависимости от толщины и рода изгибаемого материала
Необходимо соблюдать определенные правила, чтобы пластическая деформация изгиба не перешла в деформацию разрыва:
1. не следует выбирать радиус загиба меньше, чем толщина заготовки — это может привести к тому, что на металле появятся трещины или он сомнется на внутренней стороне загиба;
2. не стоит гнуть заготовки из стального прутка диаметром больше 10 мм. Полосовую сталь для такой операции лучше выбрать толщиной до 7 мм, а стальные листы — до 5 мм;
3. известно, что листовой металл легче гнуть, если его предварительно подогреть. А что делать, если такой возможности нет? Можно обойтись и без подогрева. На внешней поверхности в зоне сгиба необходимо нанести поперечные риски — лист согнется значительно легче.
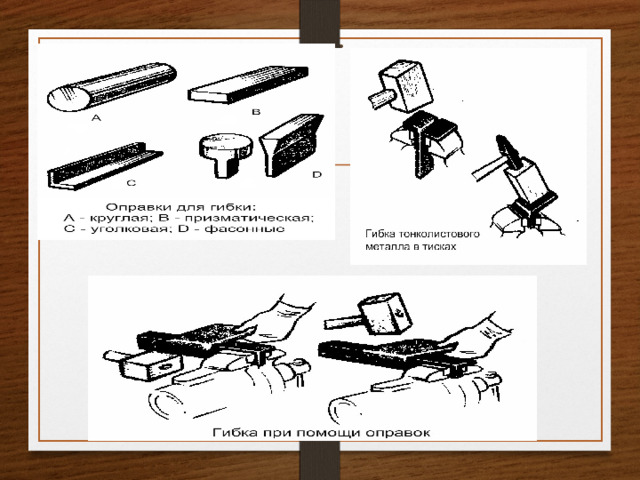
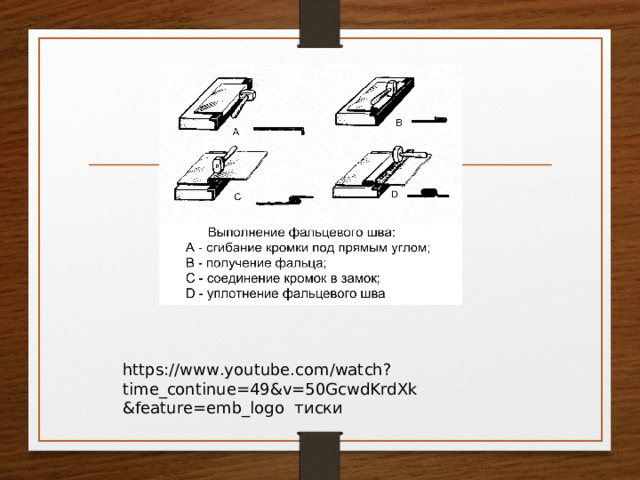
Гибка заготовок из листового материала:
- 1. подготовляют рабочее место и подбирают соответствующий инструмент для гибки, правят на плите листовую заготовку, размечают контур и определяют длину заготовки
- 2. заготовку и планку устанавливают между губок тисков и закрепляют.
- Правой рукой захватывают ручку молотка так, чтобы большой, указательный и средний пальцы были немного вытянуты вдоль ручки, а безымянный и мизинец, охватывая ручку, создавали правильное направление удара.
- Молотком наносят легкие удары по поверхности листовой заготовки и загибают ее под углом 90°.
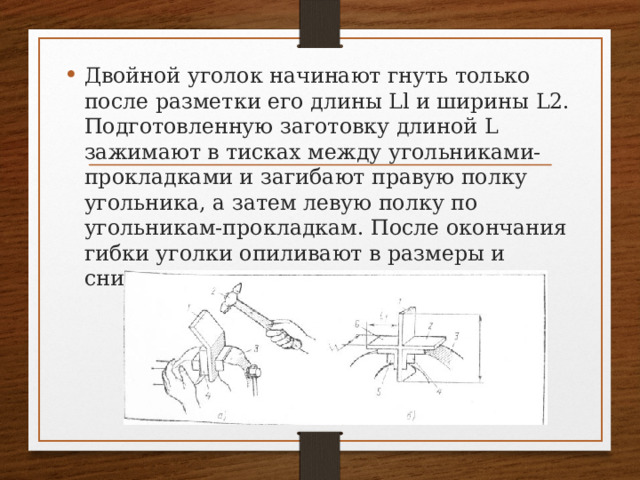
- Двойной уголок начинают гнуть только после разметки его длины Ll и ширины L2. Подготовленную заготовку длиной L зажимают в тисках между угольниками-прокладками и загибают правую полку угольника, а затем левую полку по угольникам-прокладкам. После окончания гибки уголки опиливают в размеры и снимают заусенцы с острых кромок.
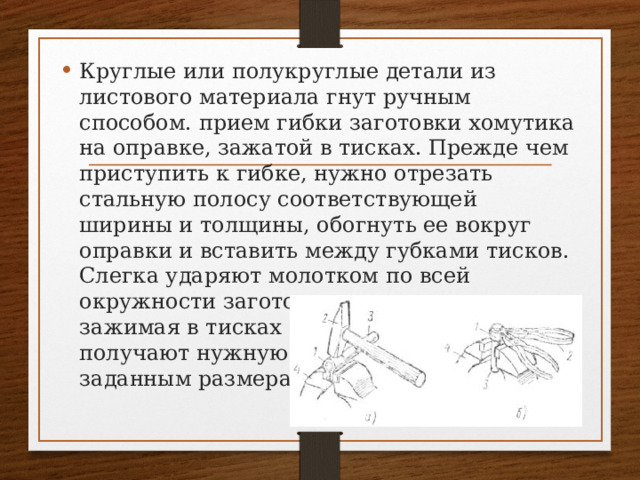
- Круглые или полукруглые детали из листового материала гнут ручным способом. прием гибки заготовки хомутика на оправке, зажатой в тисках. Прежде чем приступить к гибке, нужно отрезать стальную полосу соответствующей ширины и толщины, обогнуть ее вокруг оправки и вставить между губками тисков. Слегка ударяют молотком по всей окружности заготовки, одновременно зажимая в тисках концы хомутика, и получают нужную форму согласно заданным размерам.
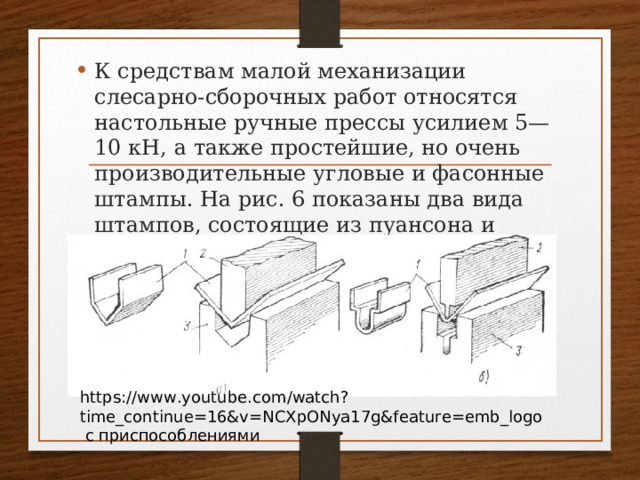
- К средствам малой механизации слесарно-сборочных работ относятся настольные ручные прессы усилием 5—10 кН, а также простейшие, но очень производительные угловые и фасонные штампы. На рис. 6 показаны два вида штампов, состоящие из пуансона и матрицы, предназначенные для гибки заготовок углового и фасонного профиля.
https://www.youtube.com/watch?time_continue=16&v=NCXpONya17g&feature=emb_logo с приспособлениями
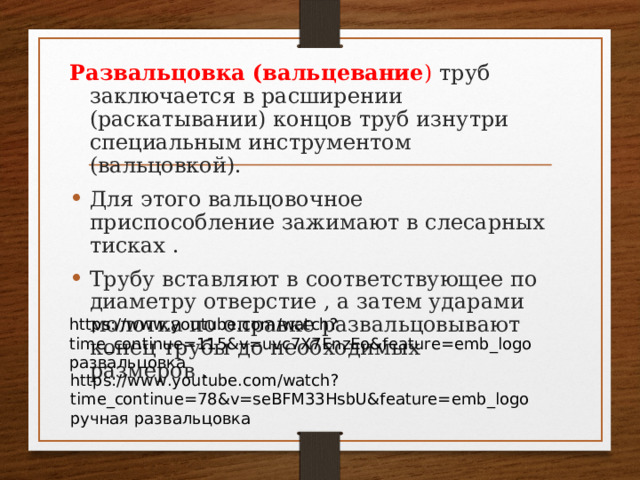
Развальцовка (вальцевание ) труб заключается в расширении (раскатывании) концов труб изнутри специальным инструментом (вальцовкой).
- Для этого вальцовочное приспособление зажимают в слесарных тисках .
- Трубу вставляют в соответствующее по диаметру отверстие , а затем ударами молотка по оправке развальцовывают конец трубы до необходимых размеров .
https://www.youtube.com/watch?time_continue=115&v=uvc7X7EnzEo&feature=emb_logo развальцовка
https://www.youtube.com/watch?time_continue=78&v=seBFM33HsbU&feature=emb_logo ручная развальцовка
Виды и причины брака при гибке . При гибке металла брак чаще всего появляется в косых загибах и металлических повреждениях обработанной поверхности как результат неправильной разметки или закрепления детали в тисках выше или ниже разметочной линии , а также неправильного нанесения ударов .
https://www.youtube.com/watch?time_continue=20&v=vTvCOrIg0E8&feature=emb_logo гибка листового металла (ЧПУ)
Техника безопасности при гибке :
- Заготовки необходимо прочно закреплять в тисках или других приспособлениях;
- работать только на исправном оборудовании и исправным инструментом;
- перед началом работы на гибочных станках ознакомиться приемам труда на данном станке;
- работать в рукавицах и застегнутых халатах.
БІЛІМ АУКЦИОНЫ
AUCTION KNOWLEDGE
https://www.youtube.com/watch?v=XOZNZjXJVZs&feature=emb_logo инструмент для гибки
terms dictionary

Рефлексия








 Гибка металла при выполнении слесарных работ (12.13 MB)
Гибка металла при выполнении слесарных работ (12.13 MB)
 0
0 529
529 0
0 Нравится
0
Нравится
0


