 Получите свидетельство
Получите свидетельство Вход
Вход



ФЕДЕРАЛЬНОЕ КАЗЕННОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ № 277
ФЕДЕРАЛЬНОЙ СЛУЖБЫ ИСПОЛНЕНИЯ НАКАЗАНИЙ
МЕТОДИЧЕСКАЯ РАЗРАБОТКА
открытого урока
учебная дисциплина: «Учебная производственная практика»
раздел программы: «Механическая обработка древесины»
тема: «Устройство токарного станка ТП-40 и обработка древесины»
Разработал: мастер п/о Григорьев Г.В.
Рассмотрено на МК
Протокол № ____ от «_____»__________2020г.
Председатель МК ____________ Тимофеева Е.А.
Красноярск 2020
СОДЕРЖАНИЕ
Пояснительная записка к открытому уроку стр. 3-6
План – конспект открытого урока стр. 7-20
Инструкционная карта 1,2 стр. 20-24
Карта деталировки изделия стр. 25-26
Реферат на тему: «Организация работы и
обучения на токарном станке» стр. 26-33
Тест 1.; Тест 2 «Технология точения» стр. 34-35
Самоанализ открытого урока стр. 36-37
Список используемой литературы стр. 38
Пояснительная записка
Токарные станки - одно из основных видов оборудования, использующегося в различных сферах промышленности.
Основными техническими характеристиками токарного станка являются наибольшие диаметры заготовки и ее длина. Универсальные токарные станки по назначению подразделяются на собственно токарные, не имеющие ходового винта для нарезания резьбы резцами, токарно-винторезные, токарно-револьверные, токарно-карусельные, токарно-лобовые, токарно-затыловочные резьботокарные. В токарных станках главным движением является вращение шпинделя с закрепленной в нем заготовкой, а движением подачи -- перемещение суппорта с резцом в продольном и поперечном направлениях. Все остальные движения вспомогательные. Лобовые и карусельные токарные станки предназначены для обработки деталей больших диаметров и сравнительно небольшой длины (шкивы, маховики и др.). На востребованных, как современное торговое оборудование, станках выполняется обтачивание наружных цилиндрических и конических поверхностей, обработка торцов, протачивание канавок, растачивание и т. д. Лобовые станки имеют планшайбу большого диаметра и не имеют задней бабки. На карусельных станках, у которых ось вращения планшайбы вертикальна, можно выполнять почти все токарные работы. По компоновке они бывают одностоечными и двухстоечными (портального типа).
Токарные станки предназначены для изготовления из древесины деталей, имеющих форму тела вращения. Станки широко используют на деревообрабатывающих предприятиях для обработки круглых деталей мебели, спортинвентаря, моделей, игрушек и т. п.
В зависимости от формы обрабатываемых деталей и типа подачи различают: станки токарные с подручником для обработки заготовок с наибольшим диаметром 400 и длиной 1600 мм (ТП40-1); станки токарные с механической подачей суппорта для обработки заготовок длиной 1600 мм с наибольшим диаметром 400 мм (ТС40) и 630 мм (ТС63); станки лоботокарные для обработки заготовок типа дисков с наибольшим диаметром 3000 мм (17130-1).
Токарные станки предназначены для получения деталей в виде тел вращения: круглых ножек мебели, скалок, игрушек и других предметов из древесины. На токарных станках заготовка вращается, а резец имеет поступатеьное движение.
В зависимости от вида формируемой поверхности изделия различают точение цилиндрической, плоской, конической или фасонной поверхности. По расположению резца относительно обрабатываемой поверхности бывает точение внешней поверхности и внутренней полузакрытой полости.
Описание выбранного станка
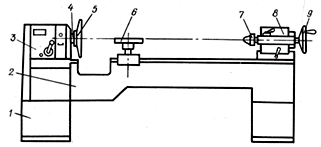
Рис. 1. Токарный станок с подручником ТП40-1:
1 - тумба, 2 - станина, 3 - передняя бабка, 4 - шпиндель, 5 - планшайба, 6 - подручник, 7 - задний центр, 8 - задняя бабка, 9 - маховичок
Токарный станок с подручником ТП40-1 представлен на рис. 1.
Две тумбы 1 поддерживают станину 2, на которой установлены передняя бабка 3, подручник 6 и задняя бабка 8. В передней бабке на подшипниках смонтирован шпиндель 4, вращение которого с частотой 250…2500 об/мин осуществляется от электродвигателя через ременную передачу и коробку передач. Перемещение задней бабки 8 и подручника 6 осуществляется вручную, а фиксация их на станине - быстродействующими зажимными устройствами.
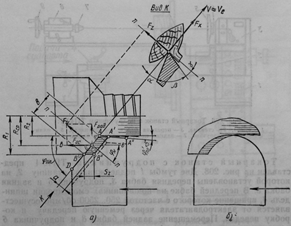
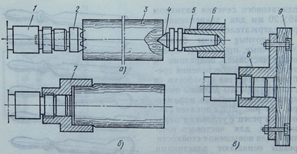
| Приемы точения: Продольным- называют точение, при котором направление движения подачи параллельно оси заготовки. На токарных станках движение резания -- вращение -- придано заготовке, а движение подачи -- поступательное перемещение -- резцу. На круглопалочных станках вращается режущий инструмент, а движение подачи придано заготовке. Истинная траектория резания -- винтовая линия. Различают чистовое и черновое точение. Чистовое точение (рис.2, а) выполняют резцом с плоскими рабочими поверхностями и прямолинейными режущими кромками -- главной и вспомогательной . Положение режущих кромок относительно оси вращения заготовки характеризуется главным углом в плане и вспомогательным углом в плане . Величина вспомогательного угла в плане определяет глубину кинематических неровностей, поэтому не может быть больше . Положение граней, образующих главную режущую кромку, характеризуют задним углом , углом заточки и передним углом . Главная режущая кромка производит поперечно-торцовое резание, характеризующееся углом наклона волокон древесины . Рис. 2. Продольное точение чистовое (а) и черновое (б) Угол наклона замеряют между направлением волокон и нормалью . Черновое точение (рис. 2, б) производят желобчатыми резцами с полукруглой режущей кромкой. Поперечное сечение стружки серповидное, толщина стружки на периферии заготовки максимальная, а вблизи поверхности детали незначительная даже при большой подаче на резец. Это позволяет применять подачу на резец до 2 мм, тогда как при чистовом точении -- не более 0,8 мм. Наладка токарных станков При наладке токарных станков необходимо: выбрать резец и закрепить его в резцедержателе (для станков с механической подачей); установить планшайбу или зажимный патрон; выбрать и закрепить подручник (для станков с ручной подачей) или копирную линейку (для станков с механической подачей); установить и закрепить обрабатываемую заготовку в станке; опробовать станок на холостом ходу; установить частоту вращения шпинделя и скорость подачи; обработать и проконтролировать пробные детали. Требуемый резец выбирают в зависимости от характера выполняемой работы. Для первоначальной черновой обработки используют обдирочный резец, для окончательной -- чистовой резец с прямой режущей кромкой. При механической подаче резец крепят в резцедержателе винтами. Для уменьшения времени на переналадку применяют специальные поворотные головки, где одновременно укрепляют несколько резцов различного назначения. При ручных работах необходимо проверить надежность крепления резца к деревянной рукоятке. Воспрещается использовать неисправный режущий инструмент. Средства крепления заготовки подбирают в зависимости от её формы и размеров. Для крепления длинных заготовок (рис. 3, а) используют передний и задний центры. Передний центр 2 выполнен в виде трехзубого поводка с коническим хвостовиком, которым он вставляется в конусное отверстие шпинделя 1. Задний центр 4 имеет конусную и заостренную части и закрепляется в пиноли 5 задней бабки 6. Для уменьшения трения и повышения надежности крепления заготовки задний центр устанавливают на подшипник, что обеспечивает его вращение с заготовкой 3. Рис. 3. Крепление заготовки в токарных станках: а - в центрах, б - в патроне, в - на планшайбе; 1 - шпиндель, 2 - передний центр, 3 - заготовка, 4 - задний центр, 5 - пиноль, 6 - задняя бабка, 7 - патрон, 8 - план В зависимости от длины обрабатываемой заготовки заднюю бабку перемещают по направляющим станины и фиксируют в заданном положении. Закрепляют заготовку, выдвигая пиноль из бабки до тех пор, пока центры внедрятся в торцы заготовки и будут надежно удерживать ее при вращении. Для точения конусных деталей корпус задней бабки следует переместить в поперечном направлении регулировочным винтом и зафиксировать стопорным устройством. Патроны предназначены для крепления коротких заготовок (рис. 3, б). Патрон 7 имеет резьбу, посредством которой он навинчивается на шпиндель. Заготовку укрепляют в патроне путем плотной посадки ее конца в отверстие патрона. Используют также цанговые патроны и патроны с раздвижными кулачками. Для закрепления заготовок малой длины и большого диаметра служат планшайбы 8 (рис. 3, в), навинчиваемые на шпиндель. Заготовку крепят к планшайбе винтами или болтами 9. Подручник устанавливают на станине так, чтобы его рабочая кромка была на уровне центров и находилась вблизи образующей обрабатываемой заготовки, но не касалась ее. По мере уменьшения диаметра и при обработке длинных заготовок подручник последовательно переставляют в новое положение по направляющим станины. При обработке фасонных изделий на задней стороне станины на кронштейнах укрепляют копирную линейку, форма которой подобна форме готовой детали. При включении подачи суппорт перемещается по криволинейной траектории и резец воспроизводит заданную форму детали. Частоту вращения шпинделя выбирают в зависимости от диаметра заготовки и ее прочности. При больших диаметрах следует устанавливать минимальную частоту вращения шпинделя. При установке планшайбы диаметром 400 мм частота вращения шпинделя не должна превышать 800 об/мин. Частоту вращения уменьшают рукояткой переключения пары зубчатых колес или изменением частоты вращения многоскоростного электродвигателя. Скорость резания для древесины мягких пород должна составлять 10...12 м/с, твердых -- 0,5...3 м/с. Продольная подача на один оборот шпинделя должна составлять: для черновой обработки 1,6...2 мм, для чистовой -- не более 0,8 мм. Чем выше требования к шероховатости поверхности, тем меньше должна быть продольная подача. Поперечная подача на один оборот шпинделя не должна превышать 1,2 мм. Перед пуском станка необходимо убедиться в надежном креплении заготовки и установить ограждение. После черновой обработки детали резец заменяют и выполняют чистовое точение с малой подачей. Стружка в этом случае должна быть по возможности непрерывной ленточной и равномерной толщины. В процессе обработки периодически контролируют форму детали шаблоном или калибром. При использовании калибра или измерительного инструмента со шкалой станок выключают и только после полной остановки детали ее измеряют. Закончив наладку, производят пробную обработку детали и контролируют ее размеры калибром или мерительным инструментом со шкалой. Внимание: 1.Заготовку зажимают в центрах при выдвижении пиноли вращением маховичка - 9. 2. Короткие заготовки могут быть закреплены без использования заднего центра - 7 в полом патроне или на планшайбе - 5, установленной на шпинделе -4. |
Составил: мастер производственного обучения Григорьев Г.В.
План – конспект
Открытый урок : 20.03.2020 г.
Раздел программы: «Механическая обработка древесины»
Тема урока: «Устройство токарного станка ТП-40 по обработке древесины.
Тип урока: Комбинированный.
Цель урока: изучить устройство моделей токарного станка по дереву
ТП-40;СТД-120М;
рассмотреть кинематическую схему станка и операции, выполняемые на станке.
Задачи: а) Обучающая: познакомить с устройством и назначением токарного станка по дереву ТП-40;СТД-120М, правилами техники безопасности при работе на станке ТП-40;СТД-120М.
б) Воспитывающая: воспитывать трудолюбие, аккуратность в работе.
в) Коррекционно-развивающая: развивать у обучающихся профессиональные интересы, память, мышление, воображение.
Демонстрационный материал и оборудование: токарный станок по дереву
ТП-40;СТД-120, заготовки и готовые изделия из древесины, резцы, технологические карты, интерактивная доска, компьютер, мультипроектор, диски с презентацией.
Раздаточный материал: Задания для проверки знаний, учебники.
Рабочие инструменты: набор токарных резцов: желобчатая выпуклая, желобчатая вогнутая, косая.
Измерительные инструменты: линейка, угольник, штангенциркуль.
Ход урока
Введение
1. Организационный момент.
2. Подготовка к уроку.
3. Назначение дежурных.
4. Проверка готовности обучающихся к занятию.
5.Мотивация к учебной деятельности.
Цель: Сформировать условия для возникновения внутренней потребности включения в учебную деятельность.
Организация учебного процесса на этапе
- Для начала я вам покажу образцы готовых изделий, изготовленных на станке ТП-40;ТСД-120М, вы внимательно посмотрите, и ответьте на вопросы:
1. Вам понравились эти изделия?
Ответы обучающихся.
2. Как вы думаете, эти изделия можно использовать в виде подарка? А ещё что сними можно сделать?
Ответы обучающихся.
3. А вы на данном этапе сможете изготовить такие изделия?
Ответы обучающихся.
4. Хотели бы вы научиться работать на станке СТД-120М?
Ответы обучающихся.
Чтобы научиться работать на станке и делать такие изделия, скажите, что вам для этого нужно знать?
Обобщающий опрос по материалу предыдущей темы:
- Как подготовить заготовку для получения цилиндрической детали?
- Какие приспособления нужны для обработки цилиндрической детали ручным инструментом?
- Как замерить диаметр цилиндрической детали?
- В чем различия между разметочным циркулем и кронциркулем??
Итоги повторения:
Сообщение темы и цели урока.
II. Основная часть.
Изложение программного материала.
Иллюстрированный рассказ.
Преподаватель. На предыдущих уроках вы убедились, что изготовить деталь или изделие цилиндрической формы вручную - довольно сложная задача.
Гораздо быстрее и проще сделать это на токарном станке по дереву.
Токарный станок предназначен для обработки заготовок из древесины и других материалов в виде тел вращения. Этот станок предназначен для обработки заготовок из древесины путем точения. Главное, движение (вращательное) осуществляется заготовкой, движение подачи (поступательное) - режущим инструментом.
История токарных станков по дереву уходит в далекую древность. Они использовались для изготовления посуды, деталей столов, стульев и других предметов домашнего обихода.
Различают следующие токарные станки:
- винторезные;
- револьверные;
- карусельные;
- многорезцовые;
-. центровальноотрезные;
- с ручным приводом ,
- с ножным приводом.
На coвpeмeнных промышленных предприятиях применяются
станки различных конструкций и назначений, в том числе: - станки-автоматы;
- станки с программным управление (ПУ).
Подробнее с устройством таких станков некоторые из вас, кто выберет профессию станочника деревообрабатывающей промышленности, смогут ознакомиться на производствах.
Учебные мастерские обычно оборудованы токарными станками моделей ТП-40. Далее преподаватель рассказывает об основных узлах станка ТП-40
по плакату.
Внешний вид станка и его устройство выводится на экран (презентация с флешки).
Токарный станок по обработке древесины:
1 – основание; 2 – электродвигатель; 3 – станина; 4 – ограждение ремённой передачи; 5 – магнитный пускатель; 6 – светильник; 7 – передняя бабка; 8 – шпиндель; 9 – подручник; 10 – задняя бабка; 11 – защитный экран.
Токарный станок по обработке древесины: 1 - ременная передача; 2 - электродвигатель; 3шпиндель; 4 - передняя бабка; 5 - подручник; 6 - задняя бабка; 7 - кнопочная станция; 8 - станина; б - кинематическая схема
1) На направляющих станины установлена каретка с подручником и задняя бабка.
2) Задняя бабка состоит из выдвижной втулки, винтовой передачи, маховика и центра задней бабки (ПИНОЛИ).
3) Шпиндель станка установлен в передней бабке на шарикоподшипниковых опорах.
4) Включение и выключение осуществляется кнопками «пуск» и «стоп».
Рассмотрим устройство ТП-40.
Особенностью станка является шпиндель, на который могут навинчиваться следующие детали :
- патрон - применяемый для крепления коротких заготовок;
- трезубец - применяемый для крепления длинных заготовок с поджатием центром задней бабки
- планшайба - применяемая для обработки заготовок небольшой длины и большого диаметра Крепление заготовки к планшайбе производится шурупами.
Приспособления для закрепления заготовки при точении: а - патрон; б - планшайба;
в- трезубец .
Преподаватель показывает образцы крепления.
Правила крепления:
Крепление детали:
а - в патроне винтом; б - трезубцем с поджатием центром задней бабки
Крепление (а) и точение (6) заготовки на планшайбе
Вращательное движение заготовки при точении называется главным.
Поступательное движение заготовки при точении называется вспомогательным.
Вначале заготовку обрабатывают на малой частоте вращения 710-770 об/мин, а уже чистовую обработку выполняют при частоте вращения 1000-1450 об/мин.
Обучающимся демонстрируются резцы для работы на токарном станке и ставится вопрос:
Каким образом осуществляется процесс резания (обработки ) заготовки? Используя свои знания по физике, учащиеся доказывают, что в основе принципа работы резца лежит принцип действия клина, аналогично принципу работы ножниц, рубанка, пилы, напильника.
Регулировка частоты вращения осуществляется установкой
ремней ременной передачи на шкивы разных диаметров.
Преподаватель демонстрирует смену скорости вращения шпинделя. Обратимся к кинематической схеме станка.
2. Объяснение схемы:
1) Шпиндель приводится во вращение от электродвигателя через клиноременную передачу.
2) Винтовой механизм задней бабки преобразует вращение ручки маховика в поступательное движение центра задней бабки.
3. Инструктирование по правилам безопасности на токарном станке перед работой.
Преподаватель. Запомните правила безопасной работы на токарном станке:
1) Не включать станок без разрешения учителя.
2) Не включать станок без огражденной ременной передачи.
3) Не опираться на части токарного станка.
4) Не класть инструменты и другие предметы на стеллаж.
5) Обо всех неисправностях в станке и электропроводке немедленно сообщать преподавателю.
III. Практическая работа.
Выполнение заданий:
1. Ознакомьтесь с устройством станка.
2. Убедившись, что станок отключен:
1) переместите заднюю бабку в крайнее правое положение;
2) замерьте:
а) расстояние между центрами;
б) расстояние от линии центров до станины; в) величина вылета патрона.
3. Заполните таблицу.
| Частота враще- | Расстояние между | Расстояние от | Величина выле- |
| ния шпинделя | центрами, мм | линии центров до | та патрона |
|
| станины, мм |
4. Поупражняйтесь в креплении заготовок на станке (в патроне, центрах, на планшайбе).
IV. Заключение.
Повторение и закрепление материала
А сейчас я раздам заданиями, в которых вы должны назвать основные части станка (Задание №1) и приспособления, которые применяются для закрепления заготовок (Задание №2) при помощи учебника и записать названия в тетрадь.
Для того чтобы работать на станке, каждый рабочий должен знать и неукоснительно соблюдать технику безопасности. Наша задача изучить по плакату техники безопасности при работе на станке ТП-40 и обсудить каждый пункт. (Приложение №2).
Контрольные вопросы:
1. К каким машинам относится ТП-40?
2. Приведите примеры рабочих и энергетических машин.
З. Каково назначение рабочего органа? двигателя? передаточного механизма?
4. Назовите основные части токарного станка по обработке древесины.
5. Какие приспособления применяются для закрепления заготовки? Чем определяется их выбор?
6. Как осуществляется подача вращения к заготовке?
Оценка практической работы.
Общий итог урока:
Рефлексия учебной деятельности на уроке.
Цель: Оценить собственную деятельность на уроке с точки зрения достижения цели.
Организация учебного процесса на этапе.
Вопросы преподавателя:
1. Как вы думаете, вам пригодится в жизни то, что вы сегодня изучили?
2. Понравился ли вам урок. Что особенно понравилось, а что не очень?
А сейчас каждый из вас поставит себе оценку и объяснит, почему.
Происходит самоконтроль и самооценка результатов работы. Обсуждение, выявление общих и индивидуальных ошибок.
Выставление оценок преподавателем с аргументацией.
Домашнее задание. Предлагаю дома подумать и попробовать составить у себя в тетрадях технологическую карту на изготовление картофелемялки. Продумать форму будущего изделия.
Разработал : мастер производственного обучения Григорьев Г.В.
Приложение № 1
Задание №1.
Рассмотрите рисунок. Напишите названия элементов и узлов токарного станка для обработки древесины ТП-40
________________________ 8. ________________________
________________________ 9. ________________________
________________________ 10. ________________________
________________________ 11. ________________________
________________________ 12. ________________________
________________________ 13. ________________________
________________________
Задание №2.
Рассмотрите рисунок. Напишите названия приспособлений для закрепления заготовок при точении.
а) ___________________________________________________
б) ___________________________________________________
в) ___________________________________________________
Разработал : мастер производственного обучения Григорьев Г.В.
Приложение № 2.
Правила безопасности работ на токарных станках
1. Не включать станок без разрешения учителя.
2. Надежно крепить заднюю бабку станка.
3. Проверить заготовку, чтобы она не имела трещин.
4. Надежно крепить заготовку.
5. Перед работой на токарном станке подготовить рабочее место: убрать все лишнее со станка и вокруг него, подготовить и разложить только нужные инструменты и приспособления.
6. Проверить рабочий инструмент. Ручки не должны иметь трещин, должны быть прочно насажены.
7. Заправить одежду. Застегнуть все пуговицы. Длинные волосы убрать под берет.
8. Перед пуском станка надеть защитные очки.
9. В процессе точения периодически останавливать станок и поджимать деталь центром задней бабки, устраняя зазоры.
10.Периодически, по мере срезания поверхности, при остановках станка подводить подручник к поверхности заготовки на 2...3 мм, проворачивать заготовку вручную на 2...3 оборота и надежно крепить подручник.
11. Во время работы не отвлекаться, не отходить от станка.
12. Все настроечные операции проводить только при отключенном и остановленном станке.
13. Не обрабатывать деталь вблизи трезубца.
14. Не останавливать заготовку руками.
15. О всех неисправностях сообщать преподавателю
Самоанализ
открытого урока по дисциплине «Учебная практика»
Занятие практического обучения № : 7.1;7.2
Мастер производственного обучения: Григорьев Г.В.
Группа: 6П-14 Дата: 20.03.2020 г.
Профессия: «Станочник деревообрабатывающих станков»
Присутствовало: 20 обучаемых
Тема программы: «Механическая обработка древесины»
Тема занятия: «Устройство токарного станка ТП-40 и обработка древесины»
На первом этапе - проведены организационные мероприятия по посещаемости и готовности обучающихся к занятию. При сообщении темы занятия провел инструктаж по соблюдению требований охраны труда при работе на токарных станках, обоснование важности ее изучения для понимания обучающимся конструкционных особенностей деревообрабатывающего станка, взаимодействие частей и механизмов, понимания взаимодействия резца на древесину при ее обработке, свойства материала, развития мышления и построение образа будущего изделия.
В процессе актуализации опорных знаний – провел фронтальный опрос по требованиям к действию станочника перед началом, в период и по окончании работ. Далее занятие проводил в форме диалога и беседы по имеющимся наглядным пособиям готовых деталей, где предлогалось предложить способы изготовления и порядок обработки, с применением знаний по режущему инструменту, пород древесины, видам и способам обработки при взаимодействии резца и древесины, обсудили ответы на заданные вопросы (группы А).
На этапе изучения нового материала – провел показ демонстрационоого видеофильма по подготовке, работе и изготовлении ручки напильника на токарных станках ТП; ТВ7 с разъяснением проводимых операций;
- в учебной мастерской наглядным примером провел показ подготовки бруска ( выбор материала, его проверка и осмотр на предмет видимых и скрытых пороков, нахождения центровки, обработка граней).Провел показ составных частей и механизмов, устройство станка ТП-40, установочные и регулировочные данные, провел показ установки и крепления заготовки, правило и способ установки опорного подручника линейки, отсутствие зацепа заготовки и подручника.
Провел распределение группы на 4 звена с определением наиболее сильных в равном соотношении, где обучающиеся самостоятельно провели подготовку материала и заготовки с последующей установкой в станок, где одновременно с моим наблюдением проводилось устранение допускаемых ошибок.
Наглядно провел показ и подбор резцов для обработки древесины методом точения с опросом по параметрам угловых заточных данных того или иного вида резца, порядок и способ установки токарного резца по отношению с заготовке( направление в центр), прилегание к подручнику правильное удержание резца ( угол 45 градусов), проведение чернового точения, конусного, овального, попеременного чистового точения, порядок проверки размерных данных детали измерительным инструментом, шлифование и снятие готовой детали с использованием отрезного конусного резца.(соблюдение технологического процесса согласно инструкционной карты).
На этапе практического обучения – обучающиеся поочередно самостоятельно проводили выполнение последовательных операций и действий под моим наблюдением, где в ходе процесса указывалось на допускаемые характерные ошибки и нарушения с непосредственным исправлением или устранением.
Далее провел наглядно выполнение мероприятий по окончании работ(отключение станка, уборка рабочего и вспомогательного инструмента в инструментальный шкаф, уборка рабочего места и отходов обработки).
В процессе занятия достигалась основа взаимодействия дисциплин «материаловедение» и «технологии обработки древесины», а также межтематическое знание обучающимися в плане взаимодействия теории и практики при деревообработке.
При подведении итогов занятия обратил внимание обучающихся на допускаемые нарушения в плане охраны труда, безопасности работ, на характерные ошибки при приемах подготовки и точения. Отметил как наилучшее работы выполненные с незначительными изъянами и недоработками с совместным определением оценки за индивидуальную работу
каждому участнику.
Получены оценки: «5» отлично-4; «4» хорошо-9; «3» удовлетворительно-7;
Вывод:
Занятие проведено по плану, тема раскрыта, цели достигнуты.
Подготовленные материалы и средства обучения использованы в полном объеме, но для более полной активизации обучающихся необходимо наличие дополнительного станочного оборудования и мест обучения. Запланированные словесный, наглядный, практический методы обучения дали выполнение задания обучающимися в полном объеме, с приобретением необходимых первоначальных знаний и навыков. Контрольно-оценочные мероприятия показали, что материал занятия освоен практически и в необходимом объеме.
Рабочая обстановка показала хорошее понимание и взаимодействие обучающихся и мастера в процессе занятия, отразила правильность построения учебного практического занятия, совокупность методов обучения.
Мастер производственного обучения: Григорьев Г.В.
СПИСОК ЛИТЕРАТУРЫ
Основные использованные источники:
1.О.В.Вознесенко «Профессиональное обучение и педагогика» - Образование и наука, Москва- 2005г.
2.Ю.Л.Хотунцов,;В.Д.Симоненко «Технология. Трудовое обучение» ,
Москва- 2005г.
3.Г.И.Кругликов «Методика профессионального обучения с практикумом», Москва – 2005г.
4.Б.А.Степанов «Материаловедение связанное с деревообработкой древесины», Учебник, Москва- 2003г.
5.В.Н.Обливин «Охрана труда на деревообрабатывающих предприятиях», Учебник, Москва- 2010г.
6.С.Н.Рыкунин «Технология деревообработки», Учебник, Москва- 2005г.
7.В.И.Коротков «Деревообрабатывающие станки», Учебник, Москва- 2005г.









 Методическая разработка открытого урока по теме "Устройство токарного станка ТП-40 и обработка древесины" (217.36 KB)
Методическая разработка открытого урока по теме "Устройство токарного станка ТП-40 и обработка древесины" (217.36 KB)
 0
0 392
392 6
6 Нравится
0
Нравится
0


