 Получите свидетельство
Получите свидетельство Вход
Вход








Кафе в 30-е годы в США


металлические
кожаные
пластиковые
деревянные

Пластиковые номерки - очень легкие и постоянно теряются.
Номерки из пластика – очень хрупкие, а при падении, лопаются в месте отверстия.

80 тенге
120 тенге
купил
8 000 тенге
Через неделю из 100 штук ломаются от 3 до 7 штук
Через 3 месяца, покупатель выходит на те же деньги, которые мог бы заплатить за металлические номерки.

Металлические номерки долговечные, надежные, практичные, да и выглядят номерки из металла более эстетичнее.
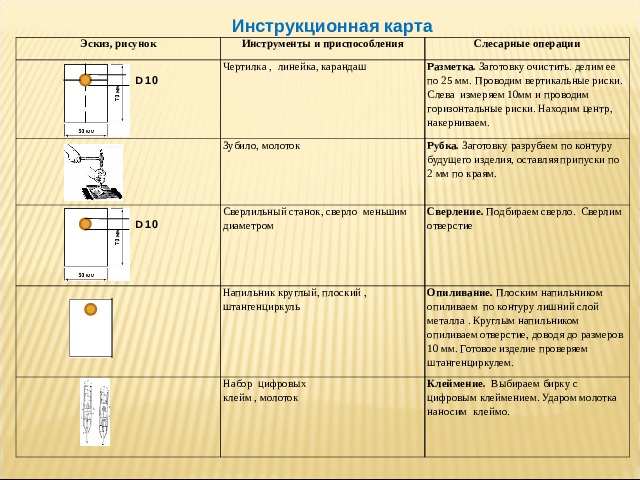
Инструкционная карта
Эскиз, рисунок
Инструменты и приспособления
Слесарные операции
Чертилка , линейка, карандаш
Разметка. Заготовку очистить. делим ее по 25 мм. Проводим вертикальные риски. Слева измеряем 10мм и проводим горизонтальные риски. Находим центр, накерниваем.
Зубило, молоток
Рубка. Заготовку разрубаем по контуру будущего изделия, оставляя припуски по 2 мм по краям.
Сверлильный станок, сверло меньшим диаметром
Напильник круглый, плоский , штангенциркуль
Сверление. Подбираем сверло. Сверлим отверстие
Набор цифровых
клейм , молоток
Опиливание. Плоским напильником опиливаем по контуру лишний слой металла . Круглым напильником опиливаем отверстие, доводя до размеров 10 мм. Готовое изделие проверяем штангенциркулем.
Клеймение. Выбираем бирку с цифровым клеймением. Ударом молотка наносим клеймо.
D 10
D 10


Для начала, мы должны с вами очистить заготовку
от пыли и ржавчины
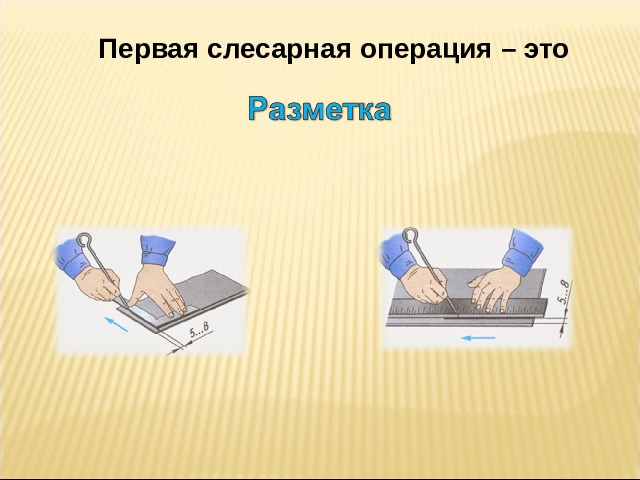
Первая слесарная операция – это

Разметить заготовку по размерам 50х70 мм при помощи линейки и
чертилки.
При неиспользовании чертилки - хранить в защитных колпаках.

10 мм
Очищаем заготовку. Измеряем будущую деталь по 25мм,проводим вертикальные риски.
В верхней части детали отмеряем 10мм и проводим горизонтальные риски.
25 мм
25 мм
Находим центр будущего отверстия, накерниваем.

Следующая слесарная операция – это

Разрубаем заготовку по разметочным рискам,
при помощи остро заточенного зубила и молотка,
оставляя припуск по 1-2 мм по краям.
Молоток и зубило должны быть исправными.
Зубило должно быть заточено под требуемый
угол. Надевать предохранительные очки.
Место рубки ограждать экранами, щитками.

Следующая слесарная операция – это

Работа на сверлильном станке. Проверить соответствие диаметра сверла патрону.
10 мм
D 10 мм
25мм
25мм
Диаметр сверла должен быть меньше отверстия

Проверить состояние хвостовика цилиндрического сверла. Категорически запрещается пользоваться сверлом с задирами на хвостовике. Прочно закреплять сверло с трех сторон.
Установка сверла в переходную втулку. Установка патрона в шпиндель.
Проверить соответствие номера конуса сверла и втулки. Проверить состояние поверхности сверла и втулки. Категорически запрещается пользоваться сверлами и втулкой, имеющим вмятины или забоины.
Установить машинные тиски, так чтобы вершина сверла совпала с черновым углублением, поднять сверло, приступить к сверлению. Плавное нажатие на рукоятку подачи. Обращать внимание на характер выходящей стружки, на звук издаваемый при сверлении. Уменьшить нажатие на сверло на выходе его из детали.


Следующая слесарная операция – это

Опиливаем кромки детали плоским
напильником, доводя до необходимых
размеров. Отверстие опиливаем
круглым напильником, доводя до
диаметра 10мм.
10 мм
D 10 мм
25мм
25мм
Готовое изделие проверяем

При опиливании соблюдай ТБ

Следующая слесарная операция – это


Новые слова
Гардеробный номер – гардероб нөмірі - cloakroom number
Деревянный номерок – а ғаш нөмірі - wooden number
Металлический номерок – металл нөмірі – metal number
Кожаный номерок – былғары нөмірі - leather number
Пластиковый номерок – пластикалық нөмірі- plastic number









 Изготовление гардеробного номерка (11.05 MB)
Изготовление гардеробного номерка (11.05 MB)
 0
0 898
898 15
15 Нравится
0
Нравится
0



