 Получите свидетельство
Получите свидетельство Вход
Вход


- Слесарное дело . Э.И.Крупицкий
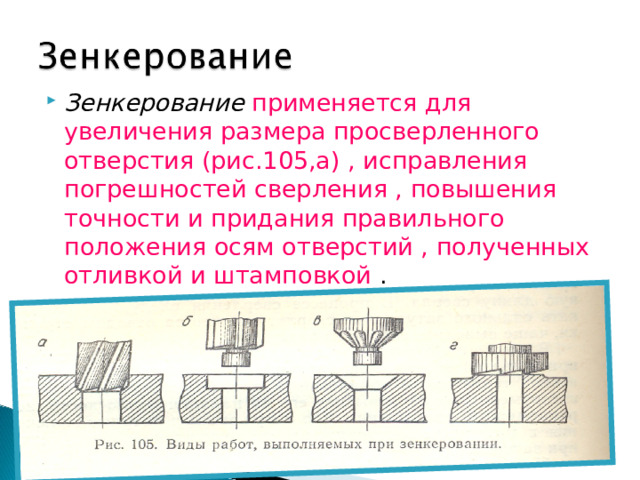
- Зенкерование применяется для увеличения размера просверленного отверстия (рис.105,а) , исправления погрешностей сверления , повышения точности и придания правильного положения осям отверстий , полученных отливкой и штамповкой .
- РИСУНОК 105 …..
- Зенкерование гладких цилиндрических отверстий является обычно промежуточной операцией между сверлением и развертыванием . Оно обеспечивает получение отверстий За , 4-го классов точности и шероховатостью не более Rz = 40 . Инструментом для зенкерования служат зенкеры .
- Зенкеры с коническим хвостовиком (рис.106,а) изготавливаются размером 10…40 мм из быстро режущей стали различных марок , легированной инструментальной стали марки 9хс и имеют те же конструктивные элементы ,что и сверло .
- В отличии от сверил у них 3 и 4 спиральные канавки и, следовательно ,3 (трехперые) или 4 (четырехперые зенкеры ) режущие кромки . Это придает инструменту устойчивое положение и обеспечивает получение более точного отверстия . Режущая часть зенкера имеет форму усеченного конуса .
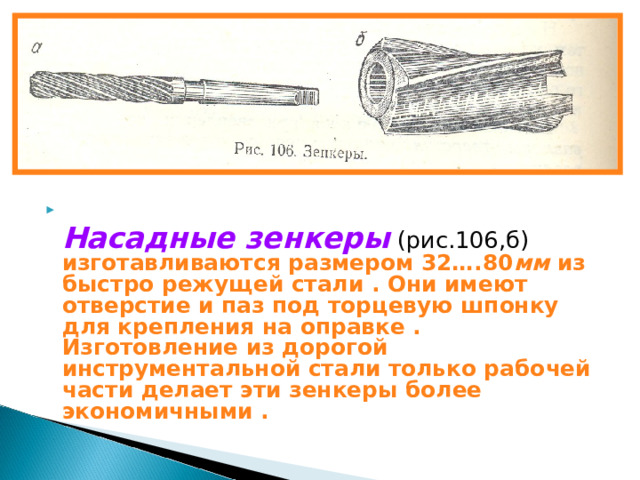
- РИСУНОК 106 …..
- Насадные зенкеры (рис.106,б) изготавливаются размером 32….80 мм из быстро режущей стали . Они имеют отверстие и паз под торцевую шпонку для крепления на оправке . Изготовление из дорогой инструментальной стали только рабочей части делает эти зенкеры более экономичными .
- Зенкеры сборной конструкции состоят из корпуса , выполненного из углеродистой стали , с пазами , в которые впаяны или закреплены пластинки из быстрорежущей стали . Зенкеры с пластинками твердого сплава вк6,вк8,вк6м,вк8м, т5к10,т14к8,т15к6, для диаметров 32…8 0 мм – насадными .
- В зависимости от точности зенкеры могут быть двух номеров : №1 - для предварительной и №2 - для окончательной обработки отверстий с допуском А 4 .
- На зенкерах маркируется : номинальный диаметр , номер зенкера , марка материала.
- Зенкерование выполняется на сверлильных станках .поскольку в работе участвует больше зубьев ,подачу берут в 1,5 …2 раза больше , а частоту вращения шпинделя в 1,5 ..2 раза меньше , чем при сверлении . Можно рекомендовать для зенкеров диаметром до 20 мм n= 250об/мин. , свыше 20 мм – n =150-100 об/мин. Диаметр отверстия , мм 16…18 19..30 32…52 свыше 52 Припуск .мм 1,75 2,5 3,0 4,0
- Разновидностью зенкерования является зенкование - для получения цилиндрических и конических углублений (под головки винтов ,потайные заклепки гнезда клапанов и т .п ., рис 105, б,в ) , обработки или зачистки торцевых поверхностей , небольших углублений под шайбы (рис.105, г
- Зенкерование - на сверлильных станках при небольших скоростях резания . Инструментом для зенкования служат зенковки .
- Цилиндрические зенковки -для обработки цилиндрических углублений под крепежные детали (рис.107 , а ) отличаются короткой рабочей частью . На конце они имеют цапфу для направления инструмента в работе .
- Это обеспечивает соосность раззенкованого отверстия с основным . Цапфы могут изготавливаться заодно с зенковкой . Они могут быть сменными , что позволяет раззенковывать отверстия различных диаметров ..
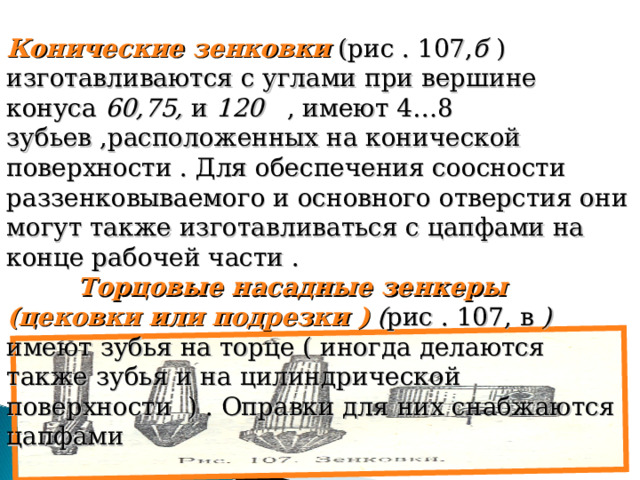
Конические зенковки (рис . 107, б ) изготавливаются с углами при вершине конуса 60,75, и 120 , имеют 4…8 зубьев ,расположенных на конической поверхности . Для обеспечения соосности раззенковываемого и основного отверстия они могут также изготавливаться с цапфами на конце рабочей части . Торцовые насадные зенкеры (цековки или подрезки ) ( рис . 107, в ) имеют зубья на торце ( иногда делаются также зубья и на цилиндрической поверхности ) . Оправки для них снабжаются цапфами
- Развертывание – окончательная операция по обработке отверстий после сверления , зенкерования или расточки для придания им высокой точности и чистоты .
- При развертывании можно получить отверстие 2,3-го классов точности и шероховатостью не грубее R a = 1,25 . Инструмент для развертывания – развертки . По форме обрабатываемой поверхности они подразделяются на цилиндрические и конические , по способу применения – на ручные и машинные , по способу закрепления – на хвостовые и насадные .

Ручные развертки ( рис. 108,а) состоят из рабочей части и хвостовика . Рабочая часть делится на режущую . Режущая часть коническая с углом заборного конуса φ = 1 . Калибрующая часть в близи заборного конуса цилиндрическая ,ближе к хвостовику имеет обратный конус для уменьшения трения . Зубья режущей части остро заточены (рис .108, б ) ,на калибрующей части они имеют ленточку шириной 0,1…0,5 мм (рис. 108, в ). Ленточка обеспечивает направление инструмента в отверстии , калибрует его по размеру . У стандартных разверток универсального применения передняя поверхость направлена по радиусу – угол γ = 0, задний угол α = 8…15 . Число зубьев четное – 4,6,8,10,12,(чем больше зубьев тем выше качество поверхности ), онт выполняются с неравномерным шагом . Так у развертки с восемью зубьями углы между зубьями будут : 41 53′ ; 44 05′, 46 06′ ,47 56′ .
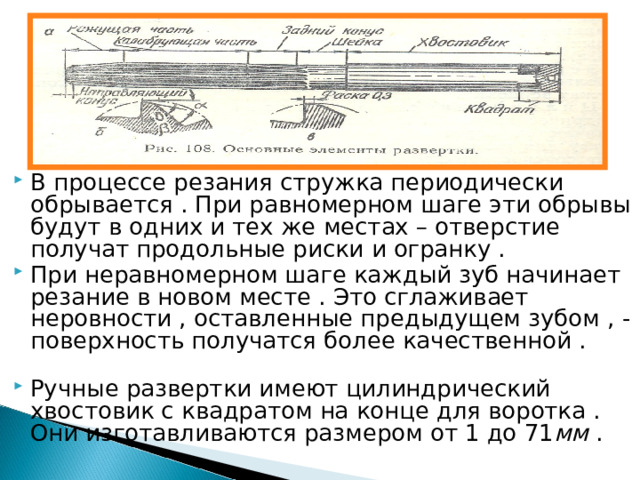
- В процессе резания стружка периодически обрывается . При равномерном шаге эти обрывы будут в одних и тех же местах – отверстие получат продольные риски и огранку .
- При неравномерном шаге каждый зуб начинает резание в новом месте . Это сглаживает неровности , оставленные предыдущем зубом , - поверхность получатся более качественной .
- Ручные развертки имеют цилиндрический хвостовик с квадратом на конце для воротка . Они изготавливаются размером от 1 до 71 мм .
- Машинные развертки (рис. 109 , а ) отличаются от ручных меньшей длиной рабочей части и длинной шейкой , что позволяет развертывать глубокие отверстия . Заборный конус у них короткий с углом φ = 5 для обработки хрупких и твердых материалов и φ = 15 - для вязких . Машинные развертки могут быть цельными с цилиндрическим и коническим хвостовиком и насадными (рис.190, б ) и сборными .
- Ручные и машинные развертки выполняют как с прямыми , так и с винтовыми зубьями (рис.109, в ).
- Развертки с винтовыми зубьями сложнее в изготовлении , но обеспечивают высокую точность и чистоту обработки .
- Ими развертывают отверстия с продольными пазами и канавками либо прерывающиеся по длине.
- Направление по спирали у разверток с винтовым зубом противоположно направлению вращения , чтобы инструмент не затягивался в отверстие .
- Развертки изготавливают либо в доведенном виде ( их размеры доведены для обработки отверстий с полями допусков А ,А 2а , А 3 , Н и др.), либо с припуском под доводку .
- Последние выпускаются шести номеров – 1,2,3,4,5,6 . Завод- изготовитель поставляет их в недовведенном виде . Изготавливаются также черновые развертки –для предварительного развертывание отверстий .
- Разжимные развертки применяются при ремонтных работах . Они имеют внутри конические штифты или шарики , с помощью которых размер их может изменятся на 0,16…0,5 мм . После регулирования развертка пришлифовывается и доводится до нужного размера .
- 1)Чем объяснить ,что поле сверления отверстие имеет большие погрешности формы , а зенкование исправляет его ?
- 2)Какой зенкер обеспечивает большую точность №1 или №2 ?
- 3)Чем объясняется высокая точность и чистота поверхности ,получаемая при развертывании ?
- 4)Чем различаются ручные и машинные развертки ?









 Зенкерование и развертывание отверстий (3.29 MB)
Зенкерование и развертывание отверстий (3.29 MB)
 0
0 662
662 6
6 Нравится
0
Нравится
0





