 Получите свидетельство
Получите свидетельство Вход
Вход



План урока учебной практики
ППКРС 15.01.05 СВАРЩИК (электросварочные и газосварочные работы)
Мастер производственного обучения: Паршина Елена Николаевна, ГАПОУ СО «НТГМК», г. Нижний Тагил, Свердловской области.
УП 03 «Наплавка дефектов деталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление»
Тема урока:Наплавка дефектов цилиндрических поверхностей
Цель урока:Формирование первоначальных умений по наплавке цилиндрических поверхностей
Задачи урока:
-закрепить полученные теоретические знания на практике
- научить: производить расчеты и подбирать режимы наплавки, выполнять технику наплавки цилиндрических поверхностей для формирования профессиональных компетенций, согласно ФГОС;
- развивать умения по работе с технической документацией;
- развивать умения по выявлению дефектов и причин их возникновения при наплавке.
Тип урока: изучения трудовых приемов и операций.
Вид занятия: практическая работа
1. Форма учебно-познавательной деятельности: групповая, индивидуальная.
2. Планируемый результат: обобщение знаний и формирование умений по профессиональным и общим компетенциям в соответствии с требованиями ФГОС по профессии
ПК 3.5. Выполнять наплавку для устранения дефектов в крупных чугунных и алюминиевых отливках под механическую обработку и пробное давление.
ОК 02. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем.
ОК 03. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
Обучающиеся должны:
уметь:
-устранять дефекты в крупных чугунных и алюминиевых отливках под механическую обработку и пробное давление наплавкой;
-удалять наплавкой дефекты в узлах, механизмах и отливках различной сложности;
-наплавлять раковины и трещины в деталях, узлах и отливках различной сложности;
- производить текущий и итоговый контроль при производстве наплавочных работ.
знать:
-способы наплавки;
-технику удаления наплавкой дефектов в деталях, узлах, механизмах и отливках различной сложности;
-режимы наплавки и принципы их выбора;
Методы:
По источнику информации:
Словесный, наглядный, наглядно-демонстрационный, практический.
По способу взаимодействия:
Репродуктивный;
Объект работы:
Трубная заготовка
Учебно-производственное задание:
Произвести наплавку цилиндрической поверхности (трубной заготовки).
Дидактический материал:
Карты технологического процесса «Наплавка цилиндрической поверхности», Тест «Дефекты сварных швов», Таблица «Внешние дефекты сварных швов»
Материально - техническое оснащение урока:
- посты для ручной дуговой сварки постоянного рода тока;
- трубная заготовка;
- инструмент сварщика;
- инструкционная карта;
-покрытые металлические электроды.
Ход урока:
| Элементы внешней структуры урока | Элементы дидактической структуры урока | Содержание деятельности мастера п/о | Наименование средств обучения | Содержание деятельности обучающихся |
| 1.Организационнй этап
|
| -проверка явки учащихся; -проверка внешнего вида, спецодежды, головных уборов. |
| Устраняют замечания мастера |
| 2. Вводный инструктаж | Мотивация, целевая установка
| Сообщение темы и разъяснение цели урока, демонстрация образцов сварных соединений.
| Образец наплавленного шва цилиндрической поверхности трубной заготовки | Восприятие разъяснений и демонстраций мастера, вопросы к мастеру; |
| Актуализация базовых знаний и опыта, обучающихся по пройденному материалу на предыдущих уроках. | Опрос обучающихся по вопросам: 1. Определение и назначение наплавки. 2. Схемы наплавки. 3. Режимы наплавки. 4. Дефекты и причины их возникновения. Создание проблемной ситуации: -предложить одному из обучающихся произвести наплавку цилиндрической поверхности и объяснить последовательность выполнения операций; - анализ ошибок допущенных обучающимся при сварке. | Трубная заготовка.
Таблица «Наружные дефекты сварных швов»
| Ответы на вопросы.
Объяснение и демонстрация операций по изготовлению наплавочного шва на цилиндрическую поверхность. Анализ технологии и последовательности изготовления наплавленного слоя металла. | |
| Формирование ориентировочной основы выполнения функций | -объяснение значимости правильности выполнения функций по наплавке цилиндрических поверхностей; - объяснение последовательности выполнения наплавки по карте технологического процесса: операции – подготовка поверхности к наплавке, разметка, расчет или выбор ориентировочных режимов наплавки, угол наклона электрода, техника наплавки, поворот заготовки на 900, зачистка шва, контроль шва внешним осмотром. -организация работы обучающихся на рабочем месте: расположение заготовки с использованием под варочной пластины. - техника безопасности при организации рабочего места -объяснение задания на урок; -выдача задания по выявлению и способам предупреждения дефектов в процессе выполнения задания; |
Карта технологического процесса.
Тесты. | Восприятие объяснений, ответы на вопросы.
| |
| 3. Основная часть Упражнения (самостоятельная работа обучающихся). | Формирование первоначальных умений при выполнении конкретных функций | Целевые обходы рабочих мест: -контроль правильности выбора силы тока и показ техники выполнения наплавки на каждом рабочем месте; -проверка правильности выполнения техники наплавки; -беседа, объяснение и повторный показ приемов наплавки обучающимся испытывающим затруднения; -контроль соблюдения ТБ, организация рабочего места; -приемка и оценивание работ по мере их выполнения; - проверка тестовых заданий. | Карты технологического процесса. Тесты. | Индивидуальная работа по выбору силы тока,(возможна, взаимопомощь), восприятие показа техники наплавки мастером производственного обучения, работа с инструкционной картой; Выполнение упражнений по наплавке; Работа по выявлению дефектов и причин возникновения, ошибок при выполнении наплавки. Заполнение тестового задания. |
| 4.Заключительный инструктаж | Подведение итогов | -комментарии по характерным ошибкам в процессе работы и способы исправления; -оценивание работ, выявление лучших работ при выполнении упражнений; -оценивание учащихся за ответы по тестам; -выдача домашнего задания по технологии и технике сварки кольцевых швов стыковых соединений труб. | Работы обучающихся. Тесты. | Восприятие аргументов мастера, участие в дискуссии;
Восприятие и осознание домашнего задания. |
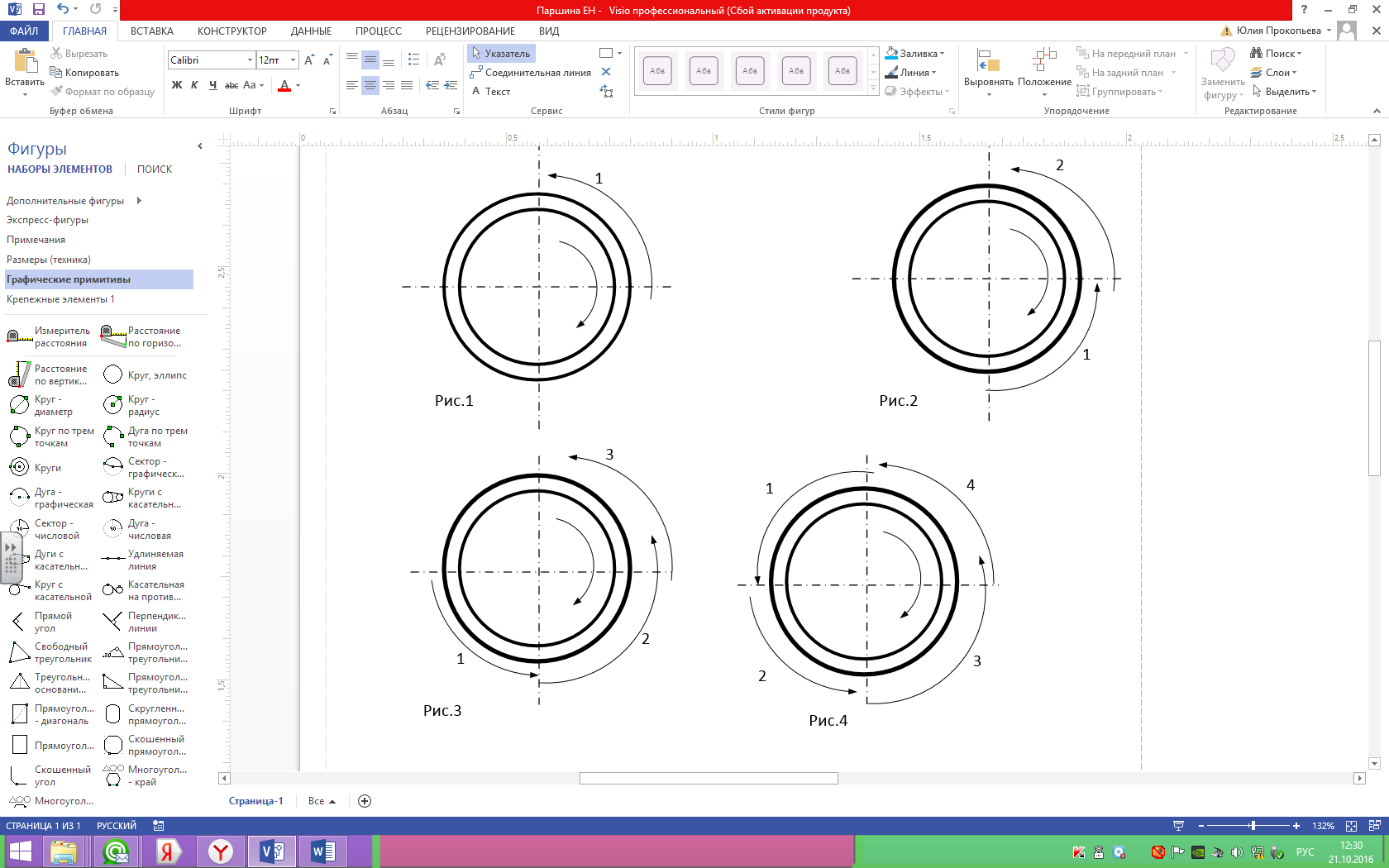
Карта технологического процесса наплавки труб с поворотом
| № | Операция | Схема наплавки | Последовательность выполнения операций, выполняемых действий | Оборудование, инструмент, материалы |
| 1. | Подготовка поверхности детали к наплавке |
| 1.Зачистить поверхность детали по всей длине шва. 2. Произвести разметку | Металлическая щетка Чертилка, мел, шаблон |
| 2. | Подготовка инструмента, оборудования к наплавке |
| 1.Проверить работу источника питания на холостом ходу. 2.Проверить защитное заземление на источнике питания, рабочем столе, изоляцию сварочного кабеля, электрододержателя. 3. Включить местную вентиляцию и освещение. | Оборудование сварочного поста |
| 3. | Настройка ориентировочных режимов наплавки, выбор техники наплавки |
| 1.Настроить на источнике питания силу сварочного тока 80-90 Ампер (пределы регулирования 10 А). 2. Поменять полярность источника питания на обратную (при необходимости). 3.Наплавку производить узким валиком на подъем, по окружности. 3. Надежно закрепить электрод в электрододержателе под углом 100-1200. | Источник питания, электрододержатель, электроды |
| 4. | Наплавка валика №1 |
| 1.Произвести наплавку валика №1, согласно схеме (рис.1)., с низу в верх. 2.Зичистить от шлака кратер и валик. 3. Произвести промежуточный контроль внешним осмотром. 4. Повернуть деталь на 900.
| Источник питания, электрододержатель, электроды, молоток-зубило, металлическая щетка
|
| 5. | Наплавка валика №2 |
| 1.Заплавить кратер предыдущего валика. Произвести наплавку валика №2, согласно схеме (рис.2)., с низу в верх. 2.Зичистить от шлака кратер и валик. 3. Произвести промежуточный контроль внешним осмотром. 4. Повернуть деталь на 900.
| Источник питания, электрододержатель, электроды, молоток-зубило, металлическая щетка
|
| 6.
| Наплавка валика №3 |
| 1.Заплавить кратер предыдущего валика. Произвести наплавку валика №3, согласно схеме (рис.3)., с низу в верх. 2.Зичистить от шлака кратер и валик. 3. Произвести промежуточный контроль внешним осмотром. 4. Повернуть деталь на 900.
| Источник питания, электрододержатель, электроды, молоток-зубило, металлическая щетка
|
| 7. | Наплавка валика №4 |
| 1.Заплавить кратер предыдущего валика. Произвести наплавку валика №4, согласно схеме (рис.4)., с низу в верх. 2. Установить замок на длину 5-7 мм., наплавив валик №4 на валик №1. 3.Заварку кратера произвести на основном металле (вывести в сторону от валика). 4.Зичистить от шлака валик. 5. Произвести промежуточный контроль внешним осмотром.
| Источник питания, электрододержатель, электроды, молоток-зубило, металлическая щетка
|
| 8. | Итоговый контроль, исправление дефектов |
| 1.Произвести контроль всего наплавленного валика по кругу. 2. Определить при наличии дефектные участки, название дефекта, причины его образования. 3. Определить способы устранения дефекта. 4. Удалить дефект – зачистить, вырубить. 5. Произвести повторную заварку. | Источник питания, электрододержатель, электроды, молоток-зубило, металлическая щетка
|








 План урока учебной практики "Наплавка дефектов цилиндрических поверхностей" ППКРС 15.01.05 СВАРЩИК (электросварочные и газосварочные работы) (225.99 KB)
План урока учебной практики "Наплавка дефектов цилиндрических поверхностей" ППКРС 15.01.05 СВАРЩИК (электросварочные и газосварочные работы) (225.99 KB)
 0
0 1085
1085 34
34 Нравится
0
Нравится
0


