 Получите свидетельство
Получите свидетельство Вход
Вход



Бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище №65»
Комплект контрольно-оценочных средств
по междисциплинарному курсу
МДК 02.02. Технология газовой сварки
программы подготовки квалифицированных рабочих, служащих СПО
по профессии 150709.02
Сварщик (электросварочные и газосварочные работы)
срок обучения 10 месяцев
Разработал: Баранов Владимир Ильич мастер производственного обучения
Седельниково 2014
Комплект контрольно – оценочных средств разработан на основе Федерального государственного образовательного стандарта среднего профессионального образования подготовки квалифицированных рабочих, служащих по профессии150709.02 Сварщик (электросварочные и газосварочные работы); программы междисциплинарного курса МДК.02.02. Технология газовой сварки; рекомендаций БОУ НПО ПУ №65 по формированию нормативно - методической документации по реализации ФГОС СПО от 01.09.2014 г.; положения о формировании фонда оценочных средств программы подготовки квалифицированных рабочих, служащих СПО по профессии 150709.02 Сварщик (электросварочные и газосварочные работы); положения о промежуточной аттестации обучающихся БОУ НПО ПУ №65, порядка организации и осуществления образовательной деятельности по образовательным программам среднего профессионального образования (приказ МОРФ от 14.06.2013 г. № 464)
Организация – разработчик: БОУ НПО «ПУ № 65», c. Седельниково Омской области.
Разработчик:
Баранов В.И. мастер производственного обучения, преподаватель специальных дисциплин БОУ НПО «Профессиональное училище № 65», с. Седельниково Омской области.
Согласовано:
На заседании
педагогического совета
Протокол №__________
«__»___________2014г.
Паспорт комплекта контрольно-оценочных средств ..4
Результаты освоения междисциплинарного курса, подлежащие проверке .6
Оценка освоения междисциплинарного курса .11
3.1. Формы и методы оценивания .11
3.2. Типовые задания для оценки освоения междисциплинарного курса .15
Контрольно-оценочные материалы для итоговой аттестации .36
Список литературы………………………………………………………………………....46
Паспорт комплекта контрольно-оценочных средств
В результате освоения междисциплинарного курса МДК. 02. 02. Технология газовой сварки, обучающийся должен обладать предусмотренными ФГОС среднего профессионального образования по программе подготовки квалифицированных рабочих, служащих СПО по профессии 150709.02 Сварщик (электросварочные и газосварочные работы) следующими умениями, знаниями, которые формируют профессиональную компетенцию, и общими компетенциями:
ПО 1. Выполнения газовой сварки средней сложности и сложных узлов, деталей и трубопроводов из углеродистых и конструкционных и простых деталей из цветных металлов и сплавов;
ПО 2. Чтения чертежей средней сложности и сложных сварных металлоконструкций;
ПО 3. Организация безопасного выполнения сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда;
У 1. Выполнять технологические приемы ручной дуговой, плазменной и газовой сварки, автоматической и полуавтоматической сварки с использованием плазмотрона деталей, узлов, конструкций и трубопроводов различной сложности из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов во всех пространственных положениях шва;
У 2. Выполнять ручную кислородную, плазменную и газовую прямолинейную и фигурную резку и резку бензорезательными и керосинорезательными аппаратами на переносных, стационарных и плазморезательных машинах деталей разной сложности из различных сталей, цветных металлов и сплавов по разметке;
У 3. Устанавливать режимы сварки по заданным параметрам.
У 4. Экономно расходовать материалы и электроэнергию, бережно обращаться с инструментами, аппаратурой и оборудованием;
У 5. Соблюдать требования безопасности труда и пожарной безопасности;
У 6. Читать рабочие чертежи сварных металлоконструкций различной сложности.
З 1. Устройство обслуживаемых электросварочных и плазморезательных машин, газосварочной аппаратуры, автоматов, полуавтоматов, плазмотронов и источников питания;
З 2. Свойства и назначение сварочных материалов, правила их выбора;
З 3. Правила установки режимов сварки по заданным параметрам;
З 4. Методы получения и хранения наиболее распространённых газов, используемых при газовой сварке;
З 5. Процесс газовой резки легированной стали;
З 6. Режим резки и расхода газов при кислородной и газоэлектрической резке;
З 7. Требования к организации рабочего места и безопасности выполнения сварочных работ.
ПК 1. Выполнять газовую сварку средней сложности и сложных узлов, деталей и трубопроводов из углеродистых и конструкционных сталей и простых деталей из цветных металлов и сплавов.
ПК 2. Выполнять кислородную, воздушно-плазменную резку металлов прямолинейной и сложной конфигурации.
ПК 3. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес;
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем;
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы;
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач;
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами;
ОК 7. Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей).
Формой аттестации по междисциплинарному курсу является дифференцированный зачет
2. Результаты освоения междисциплинарного курса, подлежащие проверке
2.1. В результате аттестации по междисциплинарному курсу осуществляется комплексная проверка следующих умений и знаний, а также динамика формирования общих компетенций:
| Результаты обучения: умения, знания и общие компетенции | Показатели оценки результата | Форма контроля и оценивания |
| уметь |
|
|
| У 1. Выполнять технологические приемы ручной дуговой, плазменной и газовой сварки, автоматической и полуавтоматической сварки с использованием плазмотрона деталей, узлов, конструкций и трубопроводов различной сложности из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов во всех пространственных положениях шва;
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес;
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач;
О К 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами;
О К 7. Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей). | Умеет выполнять технологические приемы ручной дуговой, плазменной и газовой сварки, автоматической и полуавтоматической сварки с использованием плазмотрона деталей, узлов, конструкций и трубопроводов различной сложности из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов во всех пространственных положениях шва.
Явно выраженный интерес к профессии; демонстрация интереса к будущей профессии в процессе теоретического и производственного обучения, производственной практики;
Оперативность поиска необходимой информации, обеспечивающей наиболее быстрое, полное и эффективное выполнение профессиональных задач; владение различными способами поиска информации; адекватность оценки полезности информации. Взаимодействие с обучающимися, преподавателями и мастерами в ходе обучения на принципах толерантного отношения; соблюдение норм профессиональной этики при работе в команде.
Участие во внеурочной работе с учетом подготовки к исполнению воинской обязанности, военных сборах; применение профессиональных знаний в ходе прохождения воинской службы. | Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы.
Наблюдение и оценка участия в учебных, образовательных, воспитательных мероприятиях в рамках профессии, достижение высоких результатов, стабильность результатов, участие в профессиональных конкурсах, портфолио достижений.
Наблюдение и оценка эффективности и правильности выбора информации для выполнения профессиональных задач в области подготовки металла к сварке в процессе учебной и производственной практик.
Наблюдение и оценка коммуникабельности.
Сведения военкомата. |
| У 2. Выполнять ручную кислородную, плазменную и газовую прямолинейную и фигурную резку и резку бензорезательными и керосинорезательными аппаратами на переносных, стационарных и плазморезательных машинах деталей разной сложности из различных сталей, цветных металлов и сплавов по разметке;
О К 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем;
| Умеет выполнять ручную кислородную, плазменную и газовую прямолинейную и фигурную резку и резку бензорезательными и керосинорезательными аппаратами на переносных, стационарных и плазморезательных машинах деталей разной сложности из различных сталей, цветных металлов и сплавов по разметке;
Рациональность выбора и применения методов и способов решения профессиональных задач и ситуаций; точность, правильность и полнота решений профессиональных задач.
| Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы.
Наблюдение и оценка эффективности и правильности самоанализа принимаемых решений на практических занятиях, в процессе учебной и производственной практик. |
| У 3. Устанавливать режимы сварки по заданным параметрам.
О К 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы;
| Умеет устанавливать режимы сварки по заданным параметрам.
Обоснованный выбор форм контроля и качества выполнения своей работы; положительная динамика в организации деятельности по результатам самооценки, самоанализа и коррекции результатов собственной работы; оценка результатов работы.
| Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы.
Наблюдение и оценка эффективности и правильности самоанализа принимаемых решений на практических занятиях, в процессе учебной и производственной практик.
|
| У 4. Экономно расходовать материалы и электроэнергию, бережно обращаться с инструментами, аппаратурой и оборудованием;
О К 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы;
О К 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач;
| Умеет экономно расходовать материалы и электроэнергию, бережно обращаться с инструментами, аппаратурой и оборудованием;
Обоснованный выбор форм контроля и качества выполнения своей работы; положительная динамика в организации деятельности по результатам самооценки, самоанализа и коррекции результатов собственной работы; оценка результатов работы.
Оперативность поиска необходимой информации, обеспечивающей наиболее быстрое, полное и эффективное выполнение профессиональных задач; владение различными способами поиска информации; адекватность оценки полезности информации.
| Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы.
Наблюдение и оценка эффективности и правильности самоанализа принимаемых решений на практических занятиях, в процессе учебной и производственной практик.
Наблюдение и оценка эффективности и правильности выбора информации для выполнения профессиональных задач в области экономного расходования материалов и электроэнергии, бережного обращения с инструментами, аппаратурой и оборудованием на практических занятиях, в процессе учебной и производственной практик. |
| У 5. Соблюдать требования безопасности труда и пожарной безопасности;
О К 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы;
| Выполняет требования безопасности труда и пожарной безопасности.
Обоснованный выбор форм контроля и качества выполнения своей работы; положительная динамика в организации деятельности по результатам самооценки, самоанализа и коррекции результатов собственной работы; оценка результатов работы.
| Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы.
Наблюдение и оценка эффективности и правильности самоанализа принимаемых решений на практических занятиях, в процессе учебной и производственной практик.
|
| У 6. Читать рабочие чертежи сварных металлоконструкций различной сложности;
О К 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач; | Уметь читать рабочие чертежи металлоконструкций различной сложности.
Оперативность поиска необходимой информации, обеспечивающей наиболее быстрое, полное и эффективное выполнение профессиональных задач; владение различными способами поиска информации; адекватность оценки полезности информации;
| Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы.
Наблюдение и оценка эффективности и правильности выбора информации для выполнения профессиональных задач в области чтения чертежей сварных металлоконструкций различной сложности на практических занятиях, в процессе учебной и производственной практик. |
| Знать |
|
|
| З 1. Устройство обслуживаемых электросварочных и плазморезательных машин, газосварочной аппаратуры, автоматов, полуавтоматов, плазмотронов и источников питания;
| Точность и полнота знаний устройств обслуживаемых электросварочных и плазморезательных машин, газосварочной аппаратуры, автоматов, полуавтоматов, плазмотронов и источников питания.
| Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы. |
|
З 2. Свойства и назначение сварочных материалов, правила их выбора;
|
Точность и полнота знаний свойств и назначения сварочных материалов, правила их выбора.
| Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы. |
|
З 3. Правила установки режимов сварки по заданным параметрам;
|
Точность и полнота знаний, правил установки режимов сварки по заданным параметрам.
| Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы. |
|
З 4. Методы получения и хранения наиболее распространённых газов, используемых при газовой сварке; |
Точность и полнота знаний методов получения и хранения наиболее распространенных газов, используемых при газовой сварке. | Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы. |
| З 5. Процесс газовой резки легированной стали; | Точность и полнота знаний процессов газовой резки легированной стали. | Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы. |
| З 6. Режим резки и расхода газов при кислородной и газоэлектрической резке;
| Точность и полнота знаний установки режима резки и расхода газов при кислородной и газоэлектрической резке. | Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы. |
|
З 7. Требования к организации рабочего места и безопасности выполнения сварочных работ.
|
Полнота знаний требований к организации рабочего места и безопасности выполнения сварочных работ. | Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы. |
3. Оценка освоения междисциплинарного курса:
3.1. Формы и методы оценивания
Предметом оценки служат умения и знания, предусмотренные ФГОС СПО по междисциплинарному курсу МДК.02.02. Технология газовой сварки, направленные на формирование общих и профессиональных компетенций. Оценка знаний и умений обучающихся производится на основании индивидуальных достижений.
Итоговой аттестацией по междисциплинарному курсу является дифференцированный зачет.
Контроль и оценка освоения междисциплинарного курса по темам (разделам)
|
Элемент междисциплинарного курса | Формы и методы контроля
| ||||||||||
| Текущий контроль | Рубежный контроль | Промежуточная аттестация | |||||||||
| Форма контроля | Проверяемые ОК, У, З | Форма контроля | Проверяемые ОК, У, З | Форма контроля | Проверяемые ОК, У, З | ||||||
| Раздел 1. Организация работы с газовой аппаратурой и выполнение методов сборки и газовой сварки.
| Контрольная работа | У 1, У 2,У 3, У 4, У 5, У 6, У 7, З 1, З 2, З 3, З.4, З 5, З 6,З 7, О К 1, О К 2, О К 3,О К 4, О К 5, O K 6, OK 7 |
|
| |||||||
| Тема 1.1. Основы охраны труда при газовой сварке. | Устный опрос Практическая работа №1 Самостоятельная работа | У 1, У 2, З 7, ОК 1, ОК 3, ОК 4, ОК 5, ОК 6, ОК 7. |
|
|
|
| |||||
| Тема 1.2. Стали и сплавы, соединяемые газовой сваркой. | Устный опрос Самостоятельная работа | У 1 У 2,У 4, З 1,З 2 З 3, З 4, З 6,З 7, ОК 1, ОК 3, ОК 4, ОК 5, ОК 6, ОК 7. |
|
|
|
| |||||
| Тема 1.3. Материалы для газовой сварки. | Устный опрос Практическая работа №2 Самостоятельная работа | У 4,У 5, У 6, З 1,З 2, З 4, З 6, З 7, ОК 1, ОК 3, ОК 5,ОК 6, ОК 7. |
|
|
|
| |||||
| Тема 1.4. Эксплуатация оборудования поста газовой сварки. | Устный опрос Практическая работа №3 Практическая работа №4 Самостоятельная работа | У 3,У 4,У 5, У 6,З 1,З 2, З 3, З 4,З 6,З 7, ОК 1, ОК 3, ОК5, ОК 6, ОК 7. |
|
|
|
| |||||
| Тема 1.5. Ацетиленовые генераторы. | Устный опрос Практическая работа №5 Самостоятельная работа | У 3,У 4, У 5, З 1,З 2,З 3, З 4,З 6,З 7, ОК 1, ОК 3, ОК 5,ОК 6, ОК 7. |
|
|
|
| |||||
| Тема 1.6. Сварочные горелки.
| Устный опрос Практическая работа №6 Самостоятельная работа | У 1, У 2,У 5, З 6,З 7, ОК 1, ОК3, ОК 4, ОК5, ОК 6. |
|
|
|
| |||||
| Тема 1.7. Физико-химические процессы при газовой сварке. | Устный опрос Практическая работа №7 Практическая работа №8 Самостоятельная работа | У 1,У 2,У 3, У 4,У 5, З 1, З 2,З 3, З 5, З 6, З 5, З 7, ОК 1, ОК 3, ОК 4, ОК5, ОК 6. |
|
|
|
| |||||
| Тема 1.8. Технология газовой сварки. | Устный опрос Самостоятельная работа | У 1, У 2,У 3, У 4, У 5, У 6, У 7,З 1, З 2, З 3, З.4, З 5, З 6,З 7, ОК 1, ОК 3, ОК 4, ОК5, ОК 6. |
|
|
|
| |||||
| Тема 1.9. Напряжения и деформации при газовой сварке. | Устный опрос Самостоятельная работа | У 1, У 2,У 3, У 4, У 5, У 6, У 7,З 1, З 2, З 3, З.4,З 5, З 5, З 6,З 7, ОК 1, ОК 3, ОК 4, ОК5, ОК 6. |
|
|
|
| |||||
| Тема 2.0. Технологические особенности сварки углеродистых и легированных сталей. | Устный опрос Практическая работа №9 Практическая работа №10 Самостоятельная работа | У 1, У 2,У 3, У 4, У 5, У 6, У 7,З 1, З 2, З 3, З.4,З 5, З 5, З 6,З 7, ОК 1, ОК 3, ОК 4, ОК5, ОК 6. |
|
|
|
| |||||
| Тема 2.1. Технологические особенности сварки чугуна. | Устный опрос Практическая работа №11 Самостоятельная работа | У 1, У 2,У 3, У 4, У 5, У 6, У 7,З 1, З 2, З 3, З.4, ОК 1, ОК 3, ОК 4, ОК5, ОК 6. |
|
|
|
| |||||
| Тема 2.2. Газовая сварка цветных металлов. | Устный опрос Практическая работа №12 Практическая работа №13 Самостоятельная работа | У 1, У 2,У 3, У 4, У 5, У 6, У 7,З 1, З 2, З 3, З.4, ОК 1, ОК 3, ОК 4, ОК5, ОК 6. |
|
|
|
| |||||
| Итоговая аттестация |
|
|
|
| Дифференцированный зачет | У 1, У 2,У 3, У 4, У 5, У 6, У 7, З 1, З 2, З 3, З.4 ,З 5, З 6, О К 1, О К 2, О К 3,О К 4, О К 5, O K 6, OK 7
| |||||
3.2 Типовые задания для оценки освоения междисциплинарного курса
3.2.1. Типовые задания для оценки знаний З 1, З 2, З 3, З 4, З 5, З 6, умений У 1, У 2, У 3, У 4, У 5, У 6, У 7, (текущий контроль)
Текущий контроль
Раздел I. Организация работы с газовой аппаратурой и выполнение методов сборки и газовой сварки.
Тема 1.1. Основы охраны труда при газовой сварке.
Устный опрос. Контрольные вопросы.
Как организуют рабочее место сварщика в зависимости от вида выполняемых работ?
Какие требования предъявляются к конструкции и окраске стен стационарной кабины сварщика?
Какие системы вентиляции применяют на рабочих местах сварщиков?
Какие типы электрододержателей применяют при сварке?
Какие требования предъявляются к электрододержателям?
Какими устройствами защищают лицо и глаза сварщика от излучения дуги?
Какие требования предъявляются к спецодежде и обуви сварщика?
Практическая работа №1 «Классификация опасных и вредных производственных факторов и средства защиты работающих».
Цель работы: Закрепление теоретических знаний по правилам классификация опасных и вредных производственных факторов и средств защиты работающих.
Порядок выполнения работы.
1. Изучите учебный элемент: «Классификация опасных и вредных производственных факторов и средства защиты работающих».
2. Изучив учебный элемент, вы будете знать: а) как классифицируются опасные и вредные производственные факторы; б) что такое предельно допустимая концентрация (ПДК) вредных веществ в воздухе рабочей зоны; в) что такое предельно допустимый уровень (ПДУ) вредного производственного фактора; г) виды и назначение средств защиты работающих; д) порядок обеспечения и выдачи спецодежды, спецобуви и других средств индивидуальной защиты (СИЗ).
3. Проработайте теоретический материал и ответьте письменно на контрольные вопросы.
4. Оформите результаты работы.
Тема 1.2. Стали и сплавы, соединяемые газовой сваркой.
Устный опрос. Контрольные вопросы.
Какие виды механической вентиляции воздуха применяются в производственных помещениях?
Перечислите основные требования безопасности к месту производства сварочных работ.
Каковы требования к производственному освещению?
Какова предельно допустимая доза излучения?
Каковы требования безопасности при электросварочных работах?
Что входит в набор основных и дополнительных инструментов электросварщика?
Какими средствами индивидуальной защиты должны быть обеспечены электро- и газосварщики, а также подсобные рабочие?
Каковы основные причины поражения электрическим током?
Как классифицируют помещения по степени электроопасности?
Каковы схемы возможного включения человека в электрическую сеть?
Каковы требования безопасности при подключении осветительных устройств?
На какие группы подразделяют горючие вещества и материалы по степени возгорания?
Как классифицируют производства по степени пожарной опасности?
Как обеспечивается противопожарная защита объекта?
Какими огнегасящими свойствами обладают вода, химические и воздушно-механические пены, инертные газы, пар другие средства тушения пожара?
Тема 1.3. Материалы для газовой сварки.
Устный опрос. Контрольные вопросы.
Из каких узлов состоит сварочный трансформатор типа ТД?
Как регулируется сила сварочного тока в трансформаторах с подвижными обмотками?
Из каких узлов состоит сварочный трансформатор ТДФ?
Как регулируется сварочный ток в трансформаторе ТДФ?
Какие основные требования предъявляют к источникам питания сварочной дуги?
Практическая работа № 2 «Баллоны для сжатых и сжиженных газов».
Цель работы: Закрепление теоретических знаний по использованию баллонов для сжатых и сжиженных газов.
Порядок выполнения работы.
Изучив учебный элемент, вы сможете:
А) различать вид газа, используемого при газопламенных работах, по цветам окраски баллонов для их хранения и транспортировки;
Б) различать баллоны для сжатых и сжиженных газов по их конструктивным особенностям;
В) определять техническое состояние баллонов для сжатых и сжиженных газов.
2. Ответьте письменно на контрольные вопросы.
3. Оформите результаты работы.
Тема 1.4. Эксплуатация оборудования поста газовой сварки.
Устный опрос. Контрольные вопросы.
Перечислите общие требования по аттестации оборудования поста газовой сварки.
В каком документе определен порядок технического осмотра и испытания баллонов? В какие сроки производятся осмотр и испытание?
Как определяется количество газа в кислородном, ацетиленовом и пропан-бутановом баллонах?
Какой документ устанавливает правила эксплуатации газовых горелок?
Как газосварщик определяет пригодность горелки к работе?
Назовите последовательность действий газосварщика при зажигании газокислородной смеси горелки.
Назовите обязанности газосварщика перед началом работы.
Практическая работа № 3 «Проверка герметичности кислородной и газовой магистрали».
Цель работы: Закрепление теоретических знаний по проверке герметичности кислородной и газовой магистрали, приобретение навыков в практической деятельности.
Порядок выполнения работы.
1. Проработайте теоретический материал и ответьте письменно на контрольные вопросы.
2. Ознакомьтесь с заданием и выполните его.
3. Оформите результаты работы.
Практическая работа № 4 «Подготовка рабочего поста для газопламенной обработки металлов».
Цель работы: Закрепление теоретических знаний и приобретение навыков в подготовке рабочего поста для газопламенной обработки металлов.
Порядок выполнения работы.
Проработайте теоретический материал учебного элемента «Подготовка рабочего поста для газопламенной обработки металлов».
Изучив учебный элемент, вы сможете:
А) выбрать баллоны с кислородом и горючими газами для обустройства сварочного поста;
Б) подготовить карбид кальция для загрузки в переносной ацетиленовый генератор;
В) выполнять монтаж стационарного рабочего поста для газопламенных работ в соответствии с Правилами ТБ ПБ;
Г) оборудовать рабочее место для выполнения газопламенных работ в монтажных условиях.
2. Ознакомьтесь с заданием и выполните его.
3. Оформите результаты работы.
Тема 1.5. Ацетиленовые генераторы.
Устный опрос. Контрольные вопросы.
Каковы особенности инверторных источников питания?
Начертите функциональную схему инверторного источника питания.
Какой коэффициент мощности имеют инверторные источники питания?
Для какого тока применяют инверторные источники питания?
Каким образом от источника питания дуги с жесткой внешней характеристикой получить падающую характеристику для сварки?
Практическая работа № 5 «Подготовка к работе и обслуживание ацетиленовых генераторов».
Цель работы: Закрепление теоретических знаний и приобретение практических навыков по подготовке к работе и обслуживание ацетиленовых генераторов.
Порядок выполнения работы.
1. Проработайте теоретический материал учебного элемента «Подготовка к работе и обслуживание ацетиленовых генераторов».
2. Изучив учебный элемент, вы будете знать:
А) проверять техническое состояние переносных ацетиленовых генераторов с рабочим давлением 0,07 МПа при подготовке их к работе;
Б) подготавливать и включать в работу переносные ацетиленовые генераторы низкого и среднего давления;
В) обслуживать в процессе эксплуатации переносные ацетиленовые генераторы низкого и среднего давления.
3. Проработайте теоретический материал и ответьте письменно на контрольные вопросы.
4. Оформите результаты работы.
Тема 1.6. Сварочные горелки.
Устный опрос. Контрольные вопросы.
Каковы функции газовой горелки?
Что представляет собой инжекция?
Назовите значения рабочего давления кислорода и ацетилена при газовой сварке.
Назовите номер наконечника, используемого при сварке низкоуглеродистой стали толщиной 3 мм.
Какой из горючих газов дает самую высокую температуру пламени и почему?
Практическая работа № 6 «Подготовка к работе и обслуживание сварочных горелок».
Цель работы: Закрепление теоретических знаний и приобретение практических навыков в подготовке и обслуживание сварочных горелок.
Порядок выполнения работы.
1. Проработайте теоретический материал учебного элемента: подготовка к работе и обслуживание сварочных горелок.
Изучив учебный элемент, вы сможете:
А) проверять техническое состояние сварочных горелок при подготовке их к работе;
Б) подключать сварочную горелку к посту питания рабочим газами в соответствии с требованиями ТБ;
В) проверять работу и выполнять настройку инжектора горелки;
Г) устанавливать рабочее давление в газовых магистралях горелки;
Д) обслуживать сварочную горелку в процессе эксплуатации.
Ознакомьтесь с заданием и выполните его.
Оформите результаты работы.
Тема 1.7. Физико-химические процессы при газовой сварке.
Устный опрос. Контрольные вопросы.
Опишите природу и строение сварочной дуги.
Назовите основные процессы, протекающие в различных областях дуги.
В чем сущность вольт-амперной характеристики дуги и каковы её особенности?
Каковы особенности дуги на переменном токе?
Перечислите технологические свойства дуги.
Каким образом связаны устойчивость горения и пик зажигания дуги при сварке на переменном токе?
Каким образом можно уменьшить пик зажигания дуги при сварке на переменном токе?
Практическая работа № 7 «Газовое пламя и его влияние на свойства сварного соединения».
Цель работы: Закрепление теоретических знаний по теме газовое пламя и его влияние на свойства сварного соединения.
Порядок выполнения работы.
1. Изучите учебный элемент: газовое пламя и его влияние на свойства сварного соединения.
2. Изучив учебный элемент, вы будете знать: А) виды сварочного пламени, которые можно получить, изменяя состав горючей смеси; Б) температуру и свойства различных зон сварного пламени; В) зону пламени, наиболее пригодную для сварки;
Г) способы регулирования мощности пламени;
Д) влияние мощности пламени на производительность сварки.
3. Проработайте теоретический материал и ответьте письменно на контрольные вопросы.
4. Оформите результаты работы.
Практическая работа № 8 «Деформации и напряжения при сварке».
Цель работы: Закрепление теоретических знаний по деформациям и напряжениям.
Порядок выполнения работы.
Проработайте теоретический материал учебного элемента: деформации и напряжения при сварке.
Изучив учебный элемент, вы будете знать:
А) что такое деформации и напряжения при сварке;
Б) причины возникновения деформаций и напряжений при сварке;
В) способы предупреждения деформации и напряжения при сварке.
2. Ознакомьтесь с заданием и выполните его.
3. Оформите результаты работы.
Тема 1.8. Технология газовой сварки.
Устный опрос. Контрольные вопросы.
Какой вид разделки кромок чаще всего применяется при газовой сварке?
Что представляет собой прихватка?
Какие параметры газовой сварки определяют ее режим?
Перечислите известные вам способы газовой сварки.
Назовите вид пламени, применяемого для сварки низкоуглеродистых сталей.
В чем состоит сущность горячей сварки чугуна?
С какой скоростью следует проводить сварку меди?
Тема 1.9. Напряжения и деформации при газовой сварке.
Текущий контроль. Устный опрос.
Что называется деформацией?
Перечислите основные причины возникновения напряжений и деформаций.
В чем различие между напряжением и деформацией?
В чем заключается суть явления литейной усадки?
Какие конструктивные мероприятия используют на производстве для снижения внутренних напряжений при сварке?
В чем различие между упругими и пластическими деформациями?
В каких целях применяется термическая обработка сварных соединений?
Тема 2.0. Технологические особенности сварки углеродистых и легированных сталей.
Текущий контроль. Устный опрос.
Влияет ли степень раскисления стали на выбор сварочной проволоки?
В чем заключаются технологические особенности сварки низкоуглеродистых сталей?
Каковы технологические особенности сварки среднеуглеродистых сталей?
В чем отличие низкоуглеродистых сталей от низколегированных? Показать на примере конкретных марок.
Могут ли высоколегированные стали входить в группу хорошо свариваемых сталей?
Практическая работа № 9 «Стали и их классификация».
Цель работы: Закрепление теоретических знаний по теме стали и их классификация.
Порядок выполнения работы.
Проработайте теоретический материал учебного элемента: стали и их классификация.
Изучив этот учебный элемент, вы будете знать:
А) что такое стали;
Б) основные свойства сталей;
В) как классифицируются и маркируются стали;
Г) как используются стали.
3. Ознакомьтесь с заданием и выполните его.
4. Оформите результаты работы.
Практическая работа № 10 «Основные свойства низкоуглеродистых сталей».
Цель работы: Закрепление теоретических знаний по теме основные свойства низкоуглеродистых сталей.
Порядок выполнения работы.
Проработайте теоретический материал учебного элемента: основные свойства низкоуглеродистых сталей.
Изучив учебный элемент, вы будете знать:
А) что такое низкоуглеродистые стали;
Б) основные свойства низкоуглеродистых сталей;
В) как классифицируются и маркируются низкоуглеродистые стали;
Г) как используются низкоуглеродистые стали.
3. Ознакомьтесь с заданием и выполните его.
4. Оформите результаты работы.
Тема 2.1. Технологические особенности сварки чугуна.
Текущий контроль. Устный опрос.
В чем проявляются преимущества газовой сварки чугуна по сравнению с другими видами сварки?
Какие свойства чугуна необходимо учитывать, чтобы получить качественное сварное соединение?
Назовите три основных способа газовой сварки чугуна. В чем их сущность?
Какие последствия вызывает замедленный процесс сварки и выгорание кремния?
В каких случаях при пайке или сварке может получиться структура белого чугуна?
Практическая работа № 11 «Сварка чугуна».
Цель работы: Закрепление теоретических знаний о сварке чугуна и приобретение практических навыков.
Порядок выполнения работы.
Проработайте теоретический материал и ответьте письменно на контрольные вопросы.
Ознакомьтесь с заданием и выполните его.
3. Оформите результаты работы.
Тема 2.2. Газовая сварка цветных металлов.
Текущий контроль. Устный опрос.
В чем состоят основные трудности сварки цветных металлов?
В чем заключается «водородная болезнь» меди?
Какие флюсы применяют для сварки меди?
Перечислите особенности сварки латуни.
Перечислите основные свойства алюминия и его сплавов и дайте их классификацию.
Практическая работа № 12 «Сварка меди и латуни».
Цель работы: Закрепление теоретических знаний по теме и приобретение практических навыков.
Порядок выполнения работы.
Проработайте теоретический материал.
Выполните задание.
Оформите результаты работы
Практическая работа № 13 «Сварка алюминия».
Цель работы: Закрепление теоретических знаний об особенностях сварки алюминия и его сплавов и приобретение практических навыков.
Порядок выполнения работы.
Проработайте теоретический материал и ответьте письменно на контрольные вопросы.
Выполните задание №1.
Оформите результаты работы.
Рубежный контроль.
Контрольная работа по разделу I. Организация работы с газовой аппаратурой и выполнение методов сборки и газовой сварки.
Инструкция: на первые два вопроса приведите свои рассуждения, дайте полный ответ. В задании 3 решите задачу. Время на выполнение 45-55 минут.
1 – вариант.
Вопросы:
1.Сварочные редукторы (назначение, классификация, устройство, принцип действия, техника безопасности при эксплуатации).
2.Технология и техника кислородной резки (основные условия резки металлов, назначение, сущность).
3.Задача. Назовите ваши действия в случае обратного удара пламени при работе с ацетиленовым генератором при сварке металла.
2 – вариант.
Вопросы:
1.Сварочное пламя (способы получения, виды, основные характеристики, строение).
2.Ручные резаки (назначение , устройство, принцип действия, требования техники безопасности).
3.Задача. Назовите максимально допустимое рабочее давление, которое может быть при работе с кислородным баллоном, ацетиленовым баллоном, ацетиленовым переносным генератором.
3 – вариант.
Вопросы:
1.Сварочные горелки (назначение, классификация, устройство, маркировка, подготовка к работе, требования техники безопасности).
2.Предохранительные затворы (назначение, классификация, устройство, требования техники безопасности).
3.Задача. Перед вами несколько редукторов. Объясните, как определить по внешнему виду, для какого газа они предназначены.
Эталон ответа.
1 – вариант.
Вопрос 1. Сварочные редукторы (назначение, классификация, устройство, принцип действия, техника безопасности при эксплуатации).
При газовой сварке и резке металлов рабочее давление газов должно быть меньше, чем давление в баллоне или газопроводе.
Для понижения давления газа применяют редукторы.
Редуктором называется прибор, служащий для понижения давления газа, отбираемого из баллона для рабочего и для автоматического поддержания этого давления постоянным, независимо от изменения давления газа в баллоне или газопроводе.
Согласно ГОСТ 6268-78, редукторы для газопламенной обработки классифицируются:
по принципу действия — на редукторы прямого и обратного действия;
по назначению и месту установки — баллонный (Б), рамповый (Р), сетевой (С), центральный (Ц), универсальный высокого давления (У);
по схеме редуцирования — одноступенчатый с механической установкой давления (О), двухступенчатый с механической установкой давления (Д), одноступенчатый с пневматической установкой давления (У);
по роду редуцируемого газа — ацетиленовый (А), кислородный (К), пропан-бутановый (П), метановый (М).
Редукторы отличаются друг от друга цветом окраски корпуса и присоединительными устройствами для крепления их к баллону. Редукторы, за исключением ацетиленовых, присоединяются накидными гайками, резьба которых соответствует резьбе штуцера вентиля. Ацетиленовые редукторы крепят к баллонам хомутом с упорным винтом.
Принцип действия редуктора определяется его характеристикой. У редуктора прямого действия — падающая характеристика, т. е. рабочее давление по мере расхода газа из баллона несколько снижается, у редукторов обратного действия — возрастающая характеристика, т. е. с уменьшением давления газа в баллоне рабочее давление повышается.
Редукторы различаются по конструкции. Принцип действия и основные детали одинаковы для каждого редуктора.
Более удобны в эксплуатации редукторы обратного действия.
Редуктор обратного действии (рис. 7) работает следующим образом. Сжатый газ из баллона поступает в камеру высокого давления 8 и препятствует открыванию клапана 9. Для подачи газа в горелку или резак необходимо вращать по часовой стрелке регулирующий винт 2, который ввертывается в крышку 1. Винт сжимает нажимную пружину 3, которая, в свою очередь, выгибает гибкую резиновую мембрану 4 вверх. При этом передаточный диск со штоком сжимает обратную пружину 7, поднимая клапан 9, который открывает отверстие для прохода газа в камеру низкого давления 13. Открыванию клапана препятствует не только давление газа в камере высокого давления, но и пружина 7, более слабая, чем пружина 3.
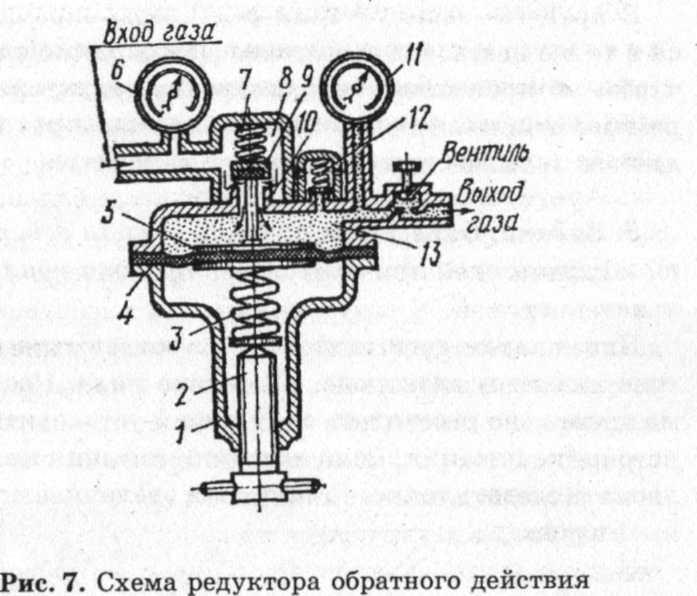
Автоматическое поддержание рабочего давления на заданном уровне происходит следующим образом. Если отбор газа в горелку или резак уменьшится, то давление в камере низкого давления повысится, нажимная пружина 3 сожмется и мембрана 4 выпрямится, а передаточный диск 5 опустится, редуцирующий клапан 9 под действием пружины 7 прикроет седло клапана 10, уменьшив подачу газа в камеру низкого давления.
При увеличении отбора газа процесс будет автоматически повторяться. Давление в камере высокого давления 8 измеряется манометром 6, а в камере низкого давления 13 — манометром 11. Если давление в рабочей камере повысится сверх нормы, то с помощью предохранительного клапана 12 произойдет сброс газа в атмосферу.
Вопрос 2. Технология и техника кислородной резки (основные условия резки металлов, назначение, сущность).
Основные условия резки металлов. Кислородной резке подвергаются только те металлы и сплавы, которые удовлетворяют следующим основным условиям:
1. Температура воспламенения металла в кислороде должна быть ниже температуры его плавления. Лучше всех металлов и сплавов этому требованию удовлетворяют низкоуглеродистые стали, температура воспламенения которых в кислороде около 1300 °С, а температура плавления около 1500 °С. Увеличение содержания углерода в стали сопровождается повышением температуры воспламенения в кислороде с понижением температуры плавления. Поэтому с увеличением содержания углерода кислородная резка сталей ухудшается.
Температура плавления окислов металлов, образующихся при резке, должна быть ниже температуры плавления самого металла, в противном случае тугоплавкие окислы не будут выдуваться струей режущего кислорода, что нарушит нормальный процесс резки. Этому условию не удовлетворяют высокохромистые стали и алюминий. При резке высокохромистых сталей образуются тугоплавкие окислы с температурой плавления 2000 °С, а при резке алюминия — оксид с температурой плавления около 2050 °С. Кислородная резка их невозможна без применения специальных флюсов.
Количество теплоты, которое выделяется при сгорании металла в кислороде, должно быть достаточно большим, чтобы поддерживать непрерывный процесс резки. При резке стали около 70% теплоты выделяется при сгорании металла в кислороде и только 30% общей теплоты поступает от подогревающего пламени резака.
Образующиеся при резке шлаки должны быть жидкотекучими и легко выдуваться из места реза.
Теплопроводность металлов и сплавов не должна быть слишком высокой, так как теплота, сообщаемая подогревающим пламенем и нагретым шлаком, будет интенсивно отводиться от места реза, вследствие чего процесс резки будет неустойчивым и в любой момент может прерваться. При резке стали сгорание железа в кислороде протекает по реакциям.
При проведении кислородно-ацетиленовой резки присутствует два вида пламени: подогревающее и режущая струя кислорода.
В начале газовой резки подогрев осуществляется только подогревающим пламенем до температуры воспламенения. Мощность подогревающего пламени зависит от толщины и химического состава разрезаемого металла и сплава.
Максимальная температура пламени находится на расстоянии 2-3 мм от конца ядра, поэтому для наиболее эффективного нагрева расстояние от конца ядра до поверхности разрезаемого металла должно составлять 2-3 мм. Подогревающее пламя надо регулировать на несколько повышенное содержание кислорода, так как слегка окислительное пламя обеспечивает интенсивный нагрев и улучшает качество реза.
Сжигание металла и удаление продуктов сгорания из реза осуществляется струей режущего кислорода. Количество кислорода, проходящего через сопло мундштука, зависит от конструкции сопла, давления кислорода и скорости истечения струи.
При газовой резке требуется определенное количество кислорода. Недостаток его приводит к неполному сгоранию железа и неполному удалению оксидов, а избыток кислорода охлаждает металл. Количество кислорода, необходимое для полного окисления разрезаемого металла, определяется количеством сжигаемого металла и средним расходом на его сжигание.
Основными параметрами режима кислородной резки являются:
мощность подогревающего пламени;
давление режущего кислорода;
скорость резки.
Мощность подогревающего пламени характеризуется расходом горючего газа в единицу времени и зависит от толщины разрезаемого металла. Она должнаобеспечивать быстрый подогрев металла в начале резки до температуры воспламенения и необходимый нагрев его в процессе резки. Для резки металла толщиной до 300 мм применяют нормальное пламя. При резке металла больших толщин лучшие результаты получают при использовании пламени с избытком горючего (науглероживающее пламя). При этом длина видимого факела пламени (при закрытом вентиле кислорода) должна быть больше толщины разрезаемого металла.
Выбор давления режущего кислорода зависит от толщины разрезаемого металла, размера режущего сопла и чистоты кислорода.
При увеличении давления кислорода увеличивается его расход. Давление кислорода выбирается в зависимости от толщины металла: чем чище кислород, тем меньше его расход на 1 пог. метр реза.
Скорость перемещения резака должна соответствовать скорости горения металла. От скорости резки зависят устойчивость процесса и качество вырезаемых деталей. Малая скорость приводит к оплавлению разрезаемых кромок (рис. 1, а), а большая — к появлению непрорезанных до конца участков реза (рис. 1, в). Скорость резки зависит от толщины и свойств участков реза. Скорость резки зависит от толщины свойств разрезаемого металла, вида резки, метода резки. Поэтому допустимую скорость резки определяют опытным путем. Скорость резки перемещения резака считают нормальным, если пучок искр будет выходить почти параллельно кислородной струе (рис. 1, б).
Большое влияние на качество реза и производительность резки оказывает подготовка металла под резку.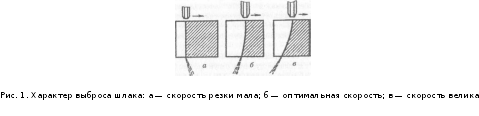
Перед началом резки листы подают на рабочее место и укладывают на подкладки так, чтобы обеспечить беспрепятственное удаление шлаков из зоны реза. Зазор между полом и нижним листом должен быть менее 100-150 мм. Поверхность металла перед резкой должна быть очищена. На практике окалину, ржавчину, краску и другие загрязнения удаляют с поверхности металла нагревом зоны резки газовым пламенем с последующей зачисткой стальной щеткой.
Перед началом резки газорезчик должен установить необходимое давление газов на ацетиленовом и кислородном редукторах, подобрать нужные номера наружного и внутреннего мундштуков в зависимости от вида и толщины разрезаемого металла.
Процесс резки начинают с нагрева металла в начале реза до температуры воспламенения металла в кислороде. Затем пускают режущий кислород (происходит непрерывное окисление металла по всей толщине) и перемещают резак по линии реза.
Для обеспечения высокого качества реза расстояние между мундштуком и поверхностью разрезаемого металла необходимо поддерживать постоянным. Для этой цели резаки комплектуются направляющими тележками.
Процесс кислородной резки основан на свойстве металлов и их сплавов сгорать в струе чистого кислорода. Процесс резки включает в себя следующие стадии:
нагрев начального участка резки до температуры воспламенения металла в кислороде;
сгорание металла в струе кислорода;
расплавление образующихся окислов и выдувание их из места разреза;
нагрев соседних слоев металла в кислороде и перемещение резака вдоль линии реза.
Резку начинают с края детали. При необходимости резки с середины пробивают отверстие (при толщине металла до 50 мм) пламенем вертикально стоящего резака, разогревая место резки и плавно открывая вентиль режущего кислорода по мере углубления отверстия.
Угол наклона резака 20-45° в сторону, обратную направлению резки. При криволинейной резке резак держат вертикально.
3. Задача. Назовите ваши действия в случае обратного удара пламени при работе с ацетиленовым генератором при сварке металла.
Перекрыть ацетиленовый вентиль горелки и распределительный вентиль на генераторе. Охладить горелку.
2-вариант.
Вопрос 1. Сварочное пламя (способы получения, виды, основные характеристики, строение).
Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя при резке нагревает основной металл до температуры его горения.
Наибольшее применение при газовой сварке и резке нашло кислородно-ацетиленовое пламя, так как оно имеет высокую температуру (3150 °С) и обеспечивает концентрированный нагрев. Однако в связи с дефицитностью ацетилена в настоящее время получили широкое распространение (особенно при резке металлов) газы — заменители ацетилена: пропан — бутан, метан, природный и городской газы.
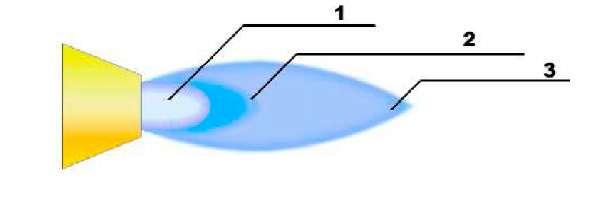
Все горючие газы, содержащие углеводороды, образуют сварочное пламя, которое имеет ярко различимые зоны:
ядро;
восстановительную зону;
факел.
Размеры ядра зависят от состава горючей смеси, ее расхода и скорости истечения.
Диаметр канала мундштука горелки определяет диаметр ядра пламени, а скорость истечения газовой смеси — его длину.
Восстановительная (средняя) зона располагается за ядром и по своему более темному цвету заметно отличается от него. Длина ее зависит от вида пламени и достигает 20 мм. Этой зоной пламени выполняют сварку. Она имеет наиболее высокую температуру — 3140 °С в точке, отстающей на 3-6 мм от конца ядра.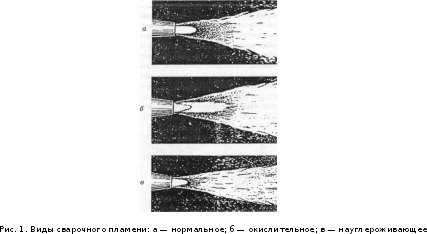
От состава горючей смеси, т. е. от соотношения кислорода и горючего газа, зависят внешний вид, температура и влияние сварочного пламени на расплавленный металл.
Изменяя состав горючей смеси, сварщик или газорезчик тем самым изменяет основные параметры сварочного пламени.
В зависимости от соотношения между кислородом и ацетиленом получают три основных вида сварочного пламени (рис. 1):
нормальное (на один объем ацетилена подают несколько больше — от 1,1 до 1,3 объема кислорода);
окислительное (получают при избытке кислорода, на один объем ацетилена более 1,3 объема кислорода);
науглероживающее (получают при избытке ацетилена, когда на один объем ацетилена подается 0,95 и менее объема кислорода)
Вопрос 2. Ручные резаки (назначение, устройство, принцип действия, требования техники безопасности).
Резаки служат для смешения горючего газа с кислородом, образования подогревающего пламени и подачи к разрезаемому металлу струи режущего кислорода.
Ручные резаки для газовой резки классифицируются по следующим признакам:
■ по роду горючего газа, на котором они работают, —
для ацетилена, газов-заменителей, жидких горючих;
по принципу смешения горючего газа и кислорода — на инжекторные и безынжекторные;
по назначению — на универсальные и специальные;
по виду резки — для разделительной, поверхностной, кислородно-флюсовой, копьевой.
В настоящее время широкое применение получили универсальные резаки. К универсальным резакам предъявляют следующие основные требования: возможность резки стали толщиной от 3 до 300 мм и в любом направлении, устойчивость против обратных ударов, малая масса и удобство в обращении.
Как и сварочные горелки, резаки имеют инжекторное устройство, обеспечивающее нормальную работу при любом давлении горючего газа. Инжекторный резак отличается от инжекторной горелки тем, что имеет отдельный канал для подачи режущего кислорода и специальную головку, которая представляет собой два сменных мундштука -— внутренний и наружный.
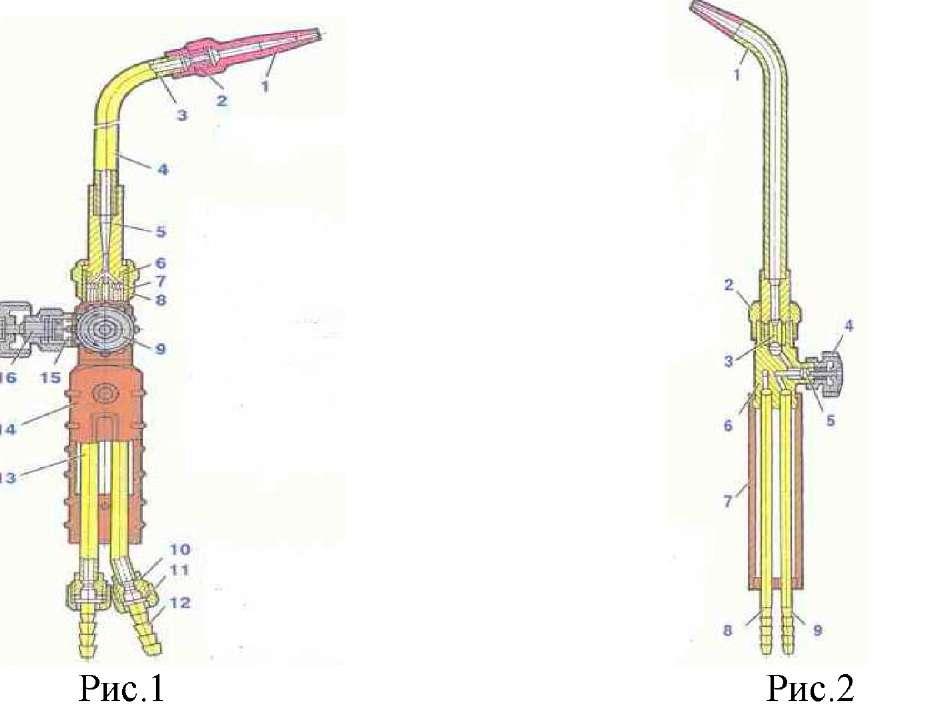
Ацетиленокислородный инжекторный резак (рис. 2) состоит из двух основных частей — ствола и наконечника.
Ствол состоит из рукоятки 7 с ниппелями 5 и 6 для присоединения кислородного и ацетиленового рукавов, корпуса 8 с регулировочными кислородным 4 и ацетиленовым 9 вентилями, инжектора 10, смесительной камеры 12, трубки 13, головки резака 1 с внутренним мундштуком 14 и наружным 15, трубки режущего кислорода 2 с вентилем 3. Ствол присоединяется к корпусу 8 накидной гайкой 11.
Кислород из баллона поступает в резак через ниппель 5 и в корпусе разветвляется по двум каналам. Часть газа, проходя через вентиль 4, направляется в инжектор 10.
Выходя из инжектора с большой скоростью, струя кислорода создает разрежение и подсасывает ацетилен, образующий с кислородом в камере 12 горючую смесь, которая, проходя через зазор между наружными и внутренними мундштуками, сгорает, образуя подогревающее пламя.
Другая часть кислорода через вентиль 3 поступает в трубку 2 и, выходя через центральный канал внутреннего мундштука 14, образует струю режущего кислорода.
Основной деталью резака является мундштук, который в процессе резки быстро изнашивается. Для получения качественного реза необходимо иметь правильные размеры и необходимую чистоту каналов мундштука.
Мундштуки, которые используются в резаках, разделяются на две группы.
К первой группе относятся цельные неразборные мундштуки (рис. 3, а).
Ко второй группе относятся составные мундштуки, состоящие из двух самостоятельных мундштуков. Они имеют кольцевую щель для выхода горючей смеси (рис. 3, б). Горючая смесь поступает по кольцевому зазору между внутренним и наружным мундштуками. По центральному каналу внутреннего мундштука подается режущий кислород.
Конструкции многосопловых составных мундштуков изображены на рис. 3, в, г. Составные резаки с кольцевой щелью легче изготовлять и заменять. Перед началом работы необходимо ознакомиться с инструкцией по эксплуатации резака и убедиться в его исправности.
Прежде чем начать работу, проверяют правильность присоединения шлангов к резаку (кислородный шланг присоединяют к штуцеру с правой резьбой, шланг с горючим газом — к штуцеру с левой резьбой), инжекцию в каналах горючего газа, герметичность всех разъемных соединений.
Резак зажигают в такой последовательности.
Открывают на 1-4 оборота вентиль подогрева кислорода и создают разрежение в газовых каналах, затем открывают вентиль для газа и зажигают горючую смесь.
Подогревающее пламя регулируют кислородным и газовым вентилями.
После этого приступают к резке. Металл нагревают подогревающим пламенем до соломенного цвета, открывают вентиль режущего кислорода и выполняют резку.
Если нужно погасить пламя, то в первую очередь перекрывают вентиль горючего газа, а затем — кислородный.
В процессе резки по мере нагрева мундштука необходимо регулировать подогревающее пламя до нормального. При сильном нагреве наконечника его охлаждают водой.
Чтобы вода не попадала в каналы резака, закрывают только газовый вентиль, оставляя кислородный открытым.
При засорении каналов мундштуков их прочищают медной или алюминиевой иглой. При разборке резаков сначала отсоединяют ствол от корпуса, затем из корпуса вывертывают кислородный и газовый вентили, инжектор и снимают наружный и внутренний мундштуки.
При резке могут возникнуть следующие неисправности: отсутствие подсоса в канале горючего газа, вентили не перекрывают подсоса в канале горючего газа, частые хлопки пламени, утечка газа в соединениях и др.
Отсутствие подсоса в газовом канале возникает из-за засорения инжектора, смесительной камеры и каналов мундштука, плохой затяжки инжектора и накидной гайки смесительной камеры.
Частые хлопки пламени возникают при засорении мундштука, инжектора и смесительной камеры, при перегреве мундштука или недостаточном давлении подогревающего кислорода.
Утечка газа в соединениях вызывается ослаблением соединений и износом прокладок. Все мелкие неисправности — перекос мундштуков, негерметичность соединений, прочистка инжектора и каналов мундштуков, снятие нагара и брызг с поверхности мундштука и др. резчик устраняет во время работы. Более сложный ремонт, требующий специального инструмента, выполняется с разрешения руководства предприятия.
Задача. Назовите максимально допустимое рабочее давление, которое может быть при работе с кислородным баллоном, ацетиленовым баллоном, ацетиленовым переносным генератором.
Кислородный баллон рассчитан на рабочее давление 15 МПа, ацетиленовый — максимальное давление 3 МПа, ацетиленовый генератор — низкого давления до 0,02 МПа, среднего — от 0,02 до 0,15 МПа.
3- вариант.
Вопрос 2. Сварочные горелки (назначение, классификация, устройство, маркировка, подготовка к работе, требования техники безопасности).
Сварочная горелка служит для смешивания горючего газа или паров горючей жидкости с кислородом и получения сварочного пламени.
Сварочные горелки подразделяются следующим образом:
по способу подачи горючего газа и кислорода в смесительную камеру — инжекторные и безынжекторные;
по роду применяемого горючего газа — ацетиленовые, для газов-заменителей, для жидких горючих и водородные;
по назначению — универсальные (сварка, резка, пайка, наплавка) и специализированные (выполнение одной операции).
Инжекторная горелка (рис. 1) — эта такая горелка, в которой подача горючего газа в смесительную камеру осуществляется за счет подсоса его струей кислорода, вытекающего с большой скоростью из отверстия сопла. Этот процесс подсоса газа более низкого давления струей кирлорода, подводимого с более высоким давлением, называется инжекцией, а горелки данного типа — инжекторными.
Для нормальной работы инжекторных горелок необходимо, чтобы давление кислорода было 0,15-0,5 МПа, а давление ацетилена значительно ниже — 0,001-0,12 МПа.
Принцип действия ее заключается в следующем. Кислород из баллона под рабочим давлением через ниппель, трубку и вентиль 5 поступает в сопло инжектора 4. Выходя из сопла инжектора с большой скоростью, кислород создает разряжение в ацетиленовом канале, в результате этого ацетилен, проходя через ниппель 6, трубку и вентиль 7, подсасывается в смесительную камеру 3.
В этой камере кислород, смешиваясь с горючим газом, образует горючую смесь Горючая смесь, выходя через мундштук 1, поджигается и, сгорая, образует сварочное пламя. Подача газов в горелку регулируется кислородным вентилем 5 и ацетиленовым 7, расположенными на корпусе горелки. Сменные наконечники 2 подсоединяются к корпусу горелки накидной гайкой.
Безынжекторная горелка — это такая горелка, в которой горючий газ и подогревающий кислород подаются примерно под одинаковым давлением 0,05-0,1 МПа. В них отсутствует инжектор, который заменен простым смесительным соплом, ввертываемым в трубку наконечника горелки.
Правила обращения с горелками:
Не допускается эксплуатация неисправных горелок, так как это может привести к взрывам и пожарам, а также ожогам газосварщика.
Исправная горелка дает нормальное и устойчивое свариваемое пламя.
Для проверки инжектора горелки к кислородному ниппелю подсоединяют рукав от кислородного редуктора, а к корпусу горелки — наконечник. Наконечник затягивают ключом, открывают ацетиленовый вентиль и кислородным редуктором устанавливают необходимое давление кислорода соответственно номеру наконечника.
Пускают кислород в горелку, открывая кислородный вентиль. Кислород, проходя через инжектор, создает разрежение в ацетиленовых каналах и ацетиленовом ниппеле, которое можно обнаружить, приставляя палец руки к ацетиленовому ниппелю.
При наличии разряжения палец будет присасываться к ниппелю. При отсутствии разряжения необходимо закрыть кислородный вентиль, отвернуть наконечник, вывернуть инжектор и проверить, не засорено ли его отверстие.
При засорении его необходимо прочистить, при этом надо проверить также отверстия смесительной камеры и мундштука. Убедившись в их исправности, повторяют испытание на подсос (разрежение).
Величина подсоса зависит от зазора между концом инжектора и входом в смесительную камеру. Если зазор мал, то разрежение в ацетиленовых каналах будет недостаточным, в этом случае следует несколько вывернуть инжектор из смесительной камеры.
Вначале немного открывают кислородный вентиль горелки, создавая тем самым разрежение в ацетиленовых каналах. Затем открывают ацетиленовый вентиль и зажигают горючую смесь.
Пламя регулируют ацетиленовым вентилем при полностью открытом кислородном.
При хлопках сначала перекрывают ацетиленовый, а потом кислородный вентили.
Причины хлопков:
сильный перегрев горелки;
засорение мундштука горелки;
если скорость истечения горючей смеси станет меньше скорости ее сгорания, то пламя проникнет в канал мундштука и произойдет обратный удар.
В этом случае горелку нужно погасить, охладить ее водой и прочистить мундштук иглой.
Вопрос 2. Предохранительные затворы (назначение, классификация, устройство, требования техники безопасности).
Предохранительные затворы — это устройства, предохраняющие ацетиленовые генераторы и газопроводы от попадания в них взрывной волны при обратных ударах пламени из сварочной горелки или резака.
Обратным ударом называется воспламенение горючей смеси в каналах горелки или резака и распространение пламени навстречу потоку горючей смеси.
Обратный удар характеризуется резким хлопком и гашением пламени. Горящая смесь газов устремляется по ацетиленовому каналу горелки или резака в шланг, а при отсутствии предохранительного затвора — в ацетиленовый генератор, что может привести к взрыву ацетиленового генератора и вызвать серьезные разрушения и травмы.
Ацетиленокислородная смесь сгорает с определенной скоростью. Горючая смесь вытекает из отверстия мундштука горелки или резака также с определенной скоростью, которая всегда должна быть больше скорости сгорания.
Если скорость истечения горючей смеси станет меньше скорости ее сгорания, то пламя проникает в канал мундштука и воспламенит смесь в каналах горелки или резака, произойдет хлопок и возникнет обратный удар пламени. Обратный удар может произойти от перегрева и засорения канала мундштука горелки.
Предохранительные затворы бывают жидкостные и сухие.
Жидкостные предохранительные затворы обычно заливают водой, сухие — заполняют мелкопористой металлокерамической массой.
Предохранительные затворы устанавливают между ацетиленовым генератором или ацетиленопроводом и горелкой или резаком. Если сварку или резку ведут от ацетиленового баллона, предохранительный затвор не ставят, потому что ацетилен из баллона в горелку или резак поступает с повышенным давлением, а установленный на баллоне редуктор и заполняющая баллон пористая масса надежно защищают баллон от пламени обратного удара.
Затворы делятся:
■ по пропускной способности — 0,8; 1,25; 2,0;
3,2м3/ч;
по предельному давлению: низкого давления, в которых предельное давление ацетилена не превышает 0,01 МПа; среднего — 0,07 МПа; высокого давления — 0,15 МПа.
Предохранительные водяные затворы подразделяют на центральные, устанавливаемые на магистрали стационарных ацетиленовых генераторов, и постовые, устанавливаемые на ответвлениях трубопровода у каждого сварочного поста или у однопостовых ацетиленовых генераторов.
Конструкция предохранительных затворов должна отвечать следующим основным требованиям:
обеспечивать наименьшее сопротивление потоку газа;
задерживать прохождение ацетиленокислородного пламени с удалением взрывчатой смеси в атмосферу;
обеспечивать минимальный вынос воды с проходящим через затвор газом;
обеспечивать необходимую прочность при гидравлическом испытании на давление, равное 6 МПа;
не допускать возможного прохождения кислорода и воздуха через затвор со стороны потребителя;
каждый затвор должен иметь устройство для контроля за уровнем воды в нем;
все части затвора должны быть доступны для очистки, промывки и ремонта.
На корпусе каждого затвора должны быть нанесены его паспортные данные.
Окрашивают водяные предохранительные затворы в белый цвет.
Водяной предохранительный затвор ЗСГ-1,25 (рис. 2). Этот затвор относится к затворам среднего давления; предельно допустимое давление — 0,15 МПа, пропускная способность — 1,25 м3/ч, масса — 2,5 кг.
Затвор состоит из цилиндрического корпуса 1 с верхним и нижним сферическими днищами. В нижнее днище ввернут обратный клапан, состоящий из корпуса 4, гуммированного клапана 3 и колпачка 2, ограничивающего подъем гуммированного клапана (гуммирование — покрытие резиной или эбонитом рабочей поверхности металлических деталей для предохранения от коррозии и действия агрессивных сред). Обратный клапан имеет отверстие слива воды, закрытое пробкой 6, и ниппель 7 для ввода ацетилена в затвор.
Сетка 5 предназначена для задержки частиц карбидного ила, окалины и других твердых частиц. В верхней части затвора расположен пламепреградитель 10 и штуцер 11, в нижней части — рассекатель 14.
Пробка 8 предназначена для слива воды. Вода в затвор заливается до уровня контрольной пробки 9 при вывернутой накидной гайке 12 и снятом ниппеле 13.
Ацетилен поступает в затвор по газоподводящей трубке, приподняв гуммированный клапан, проходит через слой воды, затем выходит через ниппель 23 в шланги горелки или резака.
При обратном ударе ацетиленокислородного пламени клапан прижимается давлением воды к седлу и препятствует проникновению ацетилена из генератора в затвор, а пламя гасится столбом воды.
При возникновении обратного удара в генераторе с использованием сухого затвора, ударная волна на входе в затвор разрушается пламеотбойником, и пламя гасится в порах пламегасящего элемента.
Под действием давления мембрана давит на шток, который перемещается, воздействуя на клапан, закрывая входное отверстие для доступа газа в затвор.
При использовании газов — заменителей ацетилена (кроме водорода), допускается вместо предохранительных затворов использовать обратные клапаны. При нормальной работе газ своим давлением отодвигает шарик с ножкой, проходит в корпус клапана и далее через штуцер в горелку (рис. 2).
При засорении мундштука горелки кислород, имеющий большее давление, чем горючий газ, устремляется по шлангу в клапан. Шарик давлением кислорода прижимается к седлу и перекрывает проникновение кислорода в трубопровод горючего газа. Перед установкой необходимо очистить детали клапанов от следов коррозии и пыли.
3. Задача. Перед вами несколько редукторов. Объясните, как определить по внешнему виду, для какого газа они предназначены.
Редукторы окрашиваются в те же цвета, что и баллоны, на которые они устанавливаются. Также кислородный редуктор имеет правую резьбу крепления, а ацетиленовый — левую, причем фиксируется еще хомутом.
4. Контрольно-оценочные материалы для итоговой аттестации по междисциплинарному курсу.
Предметом оценки являются умения и знания. Контроль и оценка осуществляются с использованием следующих форм и методов: текущий контроль осуществляется выполнением практических, контрольных и самостоятельных внеаудиторных работ, устным опросом.
Итоговый контроль осуществляется в устной форме ответов на билеты по междисциплинарному курсу.
I. ПАСПОРТ
Назначение:
КОС предназначен для контроля и оценки результатов освоения междисциплинарного курса МДК 02.02 Технология газовой сварки подготовки квалифицированных рабочих, служащих СПО по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
ПО 1. Выполнения газовой сварки средней сложности и сложных узлов, деталей и трубопроводов из углеродистых и конструкционных и простых деталей из цветных металлов и сплавов;
ПО 2. Чтения чертежей средней сложности и сложных сварных металлоконструкций;
ПО 3. Организация безопасного выполнения сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда;
У 1. Выполнять технологические приемы ручной дуговой, плазменной и газовой сварки, автоматической и полуавтоматической сварки с использованием плазмотрона деталей, узлов, конструкций и трубопроводов различной сложности из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов во всех пространственных положениях шва;
У 2. Выполнять ручную кислородную, плазменную и газовую прямолинейную и фигурную резку и резку бензорезательными и керосинорезательными аппаратами на переносных, стационарных и плазморезательных машинах деталей разной сложности из различных сталей, цветных металлов и сплавов по разметке;
У 3. Устанавливать режимы сварки по заданным параметрам.
У 4. Экономно расходовать материалы и электроэнергию, бережно обращаться с инструментами, аппаратурой и оборудованием;
У 5. Соблюдать требования безопасности труда и пожарной безопасности;
У 6. Читать рабочие чертежи сварных металлоконструкций различной сложности.
З 1. Устройство обслуживаемых электросварочных и плазморезательных машин, газосварочной аппаратуры, автоматов, полуавтоматов, плазмотронов и источников питания;
З 2. Свойства и назначение сварочных материалов, правила их выбора;
З 3. Правила установки режимов сварки по заданным параметрам;
З 4. Методы получения и хранения наиболее распространённых газов, используемых при газовой сварке;
З 5. Процесс газовой резки легированной стали;
З 6. Режим резки и расхода газов при кислородной и газоэлектрической резке;
З 7. Требования к организации рабочего места и безопасности выполнения сварочных работ.
ПК 1. Выполнять газовую сварку средней сложности и сложных узлов, деталей и трубопроводов из углеродистых и конструкционных сталей и простых деталей из цветных металлов и сплавов.
ПК 2. Выполнять кислородную, воздушно-плазменную резку металлов прямолинейной и сложной конфигурации.
ПК 3. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес;
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем;
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы;
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач;
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами;
ОК 7. Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей).
II. ЗАДАНИЕ. Вариантов 15.
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания – 30 - 45 минут.
Задание
Вариант 1.
Газовой сваркой необходимо произвести сварку углового соединения. Толщина свариваемого металла 0,5 мм., марка стали Ст.1.
Выберите форму разделки кромок для ГС (если необходимо).
Б. Определите массу необходимого количества наплавленного металла
для заварки швов, массу и марку присадочной проволоки для сварки.
Выберите марку флюса (если он нужен).
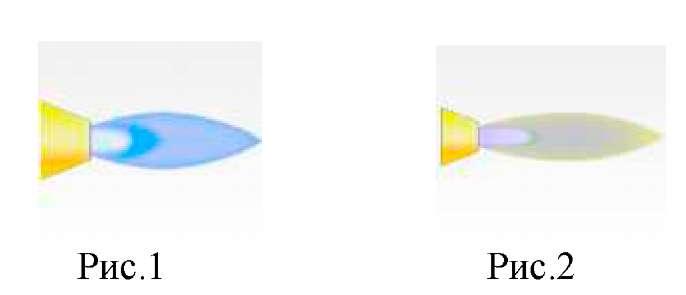
Проведите сравнительный анализ двух видов кислородно-ацетиленового пламени, представленных на рисунке 1 и 2.

Вариант 2.
Газовой сваркой необходимо произвести сварку углового соединения. Толщина свариваемого металла 0,5 мм., марка стали Ст.1.
Предложите способ газовой сварки.
Б. Определите угол наклона мундштука горелки.
Подберите режимы газовой сварки.
Проведите сравнительный анализ технологического использования двух видов газа, представленных на рисунках 1 и 2.

Вариант 3.
Газовой сваркой необходимо произвести сварку углового соединения из низкоуглеродистой стали длинной 500мм. Толщина свариваемого металла 0,5 мм. Определите:
Основное и общее время газосварочных работ.
Б. Количество потраченного ацетилена и кислорода при заварке швов.
Марку горелки и номер наконечника.
Проведите сравнительный анализ технологического использования двух видов газа, представленных на рисунках 1 и 2.

Вариант 4.
Газовой сваркой необходимо произвести сварку стыкового соединения. Толщина свариваемого металла 6 мм марка сталь 45.
Выберите форму разделки кромок для ГС (если необходимо).
Б. Определите массу необходимого количества наплавленного металла
для заварки швов, массу и марку присадочной проволоки для сварки.
Выберите марку флюса (если он нужен).
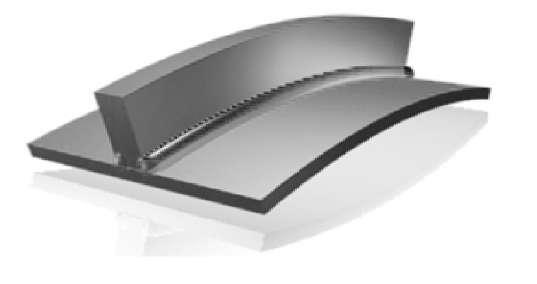
Произведите сравнительный анализ структуры зон термического влияния 1-2 и 4-5.

Вариант 5.
Газовой сваркой необходимо произвести сварку стыкового соединения. Толщина свариваемого металла 6 мм, марка сталь 45.
Определите способ газовой сварки.
Б. Угол наклона мундштука горелки.
Режимы газовой сварки.
На рисунке представлена деформация, наблюдаемая в готовом сварном соединении. Определите вид деформации и предложите мероприятия по предупреждению данного дефекта.
Вариант 6.
Газовой сваркой необходимо произвести сварку стыкового соединения из низкоуглеродистой стали длинной 900мм. Толщина свариваемого
металла 6 мм. Определите:
Основное и общее время газосварочных работ.
Б. Количество потраченного ацетилена и кислорода при заварке швов.
Марку горелки и номер наконечника.
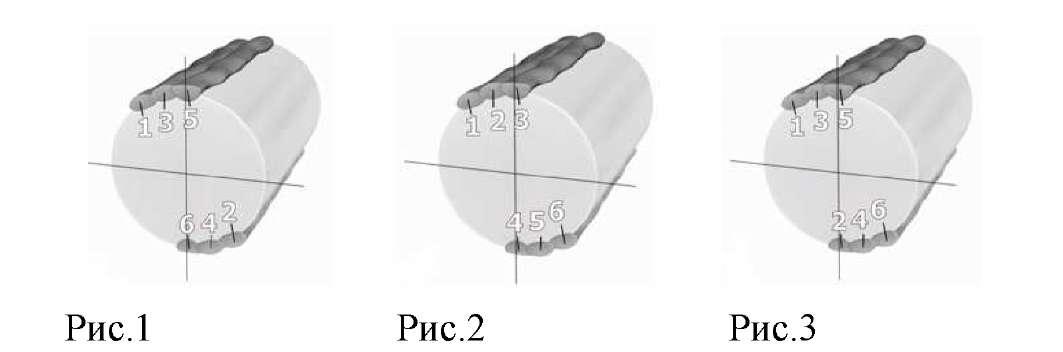
Проанализируйте порядок наложения сварных швов на рисунках. Выберите рисунок, на котором изображена более рациональная последовательность наложения сварных швов. Обоснуйте свой выбор.
Вариант 7.
Газовой сваркой необходимо произвести сварку таврового соединения. Толщина свариваемого металла 4мм мм., марка стали 10Г2СД.
Выберите форму разделки кромок для ГС (если необходимо).
Б. Определите массу необходимого количества наплавленного металла для заварки швов, массу и марку присадочной проволоки для сварки.
Выберите марку флюса (если он нужен).
Проанализируйте способы нанесения усилий при механической правке конструкции и укажите верный способ. Обоснуйте свой выбор.
Вариант 8.
Газовой сваркой необходимо произвести сварку таврового соединения. Толщина свариваемого металла 4 мм, марка стали 10Г2СД.
Выберите способ газовой сварки.
Б. Определите угол наклона мундштука горелки.
Подберите режимы газовой сварки.
Проведите сравнительный анализ двух видов кислородно-ацетиленового пламени, представленных на рисунке 1 и 2.
Вариант 9.
Газовой сваркой необходимо произвести сварку таврового соединения из низкоуглеродистой стали длинной 500мм. Толщина свариваемого металла 4 мм. Определите:
Основное и общее время газосварочных работ.
Б. Количество потраченного ацетилена и кислорода при заварке швов.
Марку горелки и номер наконечника.
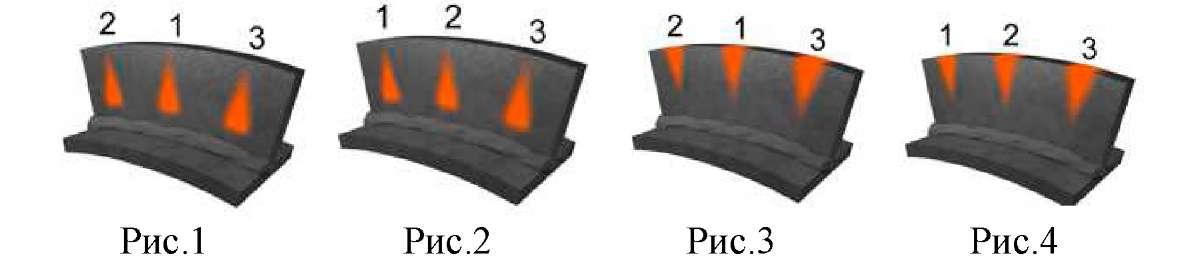
Произведите сравнительный анализ зон указанных цифрами кислородно-ацетиленового пламени.
Вариант 10.
Газовой сваркой необходимо произвести сварку нахлёсточного соединения. Толщина свариваемого металла 8мм, марка стали 10Х5М.
Выберите форму разделки кромок для ГС (если необходимо).
Б. Определите массу необходимого количества наплавленного металла для заварки швов, массу и марку присадочной проволоки для сварки.
Выберите марку флюса (если он нужен).
Произведите сравнительный анализ конструктивных и технологических сварочных горелок, представленных на рисунках
Вариант 11.
Газовой сваркой необходимо произвести сварку нахлёсточного соединения. Толщина свариваемого металла 8 мм, марка стали 10Х5М.
Определите способ газовой сварки.
Б. Угол наклона мундштука горелки.
Режимы газовой сварки.
Произведите сравнительный анализ технологических свойств видов сварочной проволоки, представленных на рисунке.

Вариант 12.
Газовой сваркой необходимо произвести сварку нахлёсточного соединения низкоуглеродистой стали длинной 1000мм. Толщина свариваемого металла 8 мм. Определите:
Основное и общее время газосварочных работ.
Б. Количество потраченного ацетилена и кислорода при заварке швов.
Марку горелки и номер наконечника.
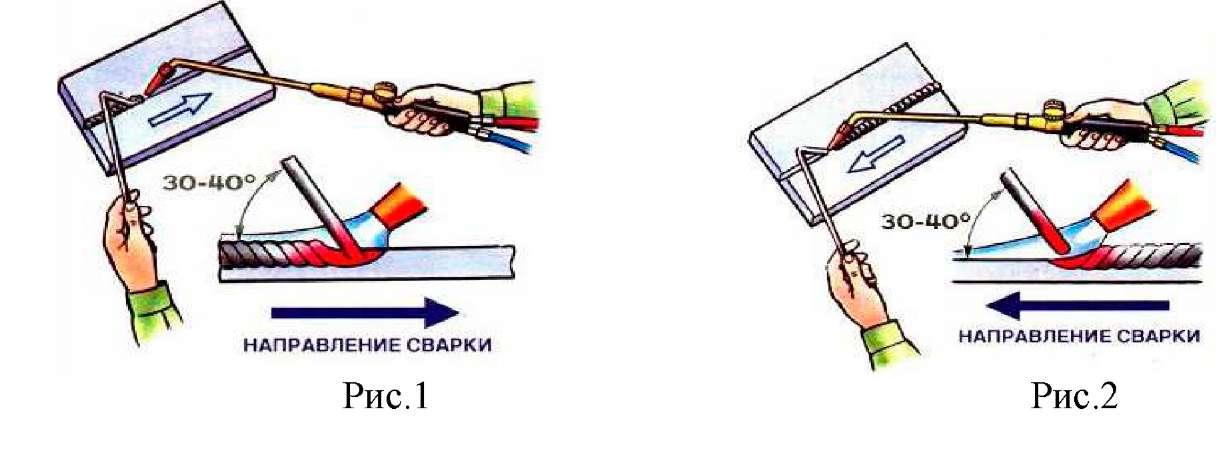
Произведите сравнительный анализ технологических особенностей, представленных способов газовой сварки.
Вариант 13.
Определите тип сварочной горелки, угол наклона горелки к металлу и диаметр присадочной проволоки для сварки низкоуглеродистой стали толщиной 2мм. левым способом.
Произведите сравнительный анализ технологических особенностей способов газовой сварки, представленных на рисунке.

Вариант 14.
Необходимо соединить трубы встык диаметром 45 мм., толщиной стенки 3 мм., изготовленные из стали марки 10, используя газовую сварку.
Подберите материалы, оборудование и режим сварки.
Б. Составьте последовательность технологических операций
Предложите способ сварки.
Произведите сравнительный анализ технологических особенностей способов газовой сварки, изображенных схематически на рисунке.
Вариант 15.
Определите мощность кислородно-ацетиленового пламени, необходимого для сварки низкоуглеродистой стали толщиной 3 мм.
Произведите сравнительный анализ структуры зон термического влияния 2-3 и 5-6.

Список литературы
Основные источники:
Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. Образования – М.: Издательский центр «Академия», 2010.
Лаврешин С.А. Производственное обучение газосварщиков : учеб. пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2012.
Чебан В. А. Сварочные работы /В. А. Чебан.- Изд. 7-е.- Ростов н/Д : Феникс, 2010. (Начальное профессиональное образование). 2010.
Маслов В. И. Сварочные работы: Учеб. для нач. проф. образования: Учеб. пособие для сред. проф. Образования - М.: ПрофОбрИздат, 2009.
Дополнительные источники.
- Гуськова Л.Н. Газосварщик: раб. Тетрадь: учеб. Пособие для нач. проф. Образования – М.: Издательский центр «Академич», 2012.
- Галушкина В.Н. Технология производства сварных конструкций6 учебник для нач. проф. образования – М.: Издательский Центр «Академия», 2012.
- Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
- Юхин Н.А. Газосварщик: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2010.
- Г.Г Чернышов. Справочник электрогазосварщика и газорезчика: учеб. пособие для нач. проф. образования – М. : Издательский центр «Академия», 2006.
- М.Д. Банов Ю.В. Казанов «Сварка и резка материалов», Учебное пособие – М: ОИЦ «Академия», 2009г.
- Овчинников В. В. Оборудование, техника и технология сварки и резки металлов: учебник/ В.В.Овчинников.- М.: КНОРУС, 2010.-(Начальное профессиональное образование).
- А.И. Герасименко «Основы электрогазосварки», Учебное пособие – М: ОИЦ «Академия», 2010г
-В. Г. Лупачев «Ручная дуговая сварка» учебник –Мн.; Выш. шк., 2006.
Интернет – ресурс:
- www.svarka-reska.ru
- www.svarka.net
- www· prosvarky.ru
- websvarka.ru
7









 Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 02.02. Технология газовой сварки (771.07 KB)
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 02.02. Технология газовой сварки (771.07 KB)
 0
0 1945
1945 61
61 Нравится
0
Нравится
0


