 Получите свидетельство
Получите свидетельство Вход
Вход



Бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище №65»
Комплект контрольно-оценочных средств
по междисциплинарному курсу
МДК 01.02. Технологические приемы сборки изделий под сварку
программы подготовки квалифицированных рабочих, служащих СПО
по профессии 150709.02
Сварщик (электросварочные и газосварочные работы)
срок обучения 10 месяцев
Разработал: Баранов Владимир Ильич мастер производственного обучения
Седельниково 2014
Комплект контрольно – оценочных средств разработан на основе Федерального государственного образовательного стандарта среднего профессионального образования подготовки квалифицированных рабочих, служащих по профессии150709.02 Сварщик (электросварочные и газосварочные работы); программы междисциплинарного курса МДК.01.02. Технологические приемы сборки изделий под сварку; рекомендаций БОУ НПО ПУ №65 по формированию нормативно - методической документации по реализации ФГОС СПО от 01.09.2014 г.; положения о формировании фонда оценочных средств программы подготовки квалифицированных рабочих, служащих СПО по профессии 150709.02 Сварщик (электросварочные и газосварочные работы); положения о промежуточной аттестации обучающихся БОУ НПО ПУ №65, порядка организации и осуществления образовательной деятельности по образовательным программам среднего профессионального образования (приказ МОРФ от 14.06.2013 г. № 464).
Организация – разработчик: БОУ НПО «ПУ № 65»,c. Седельниково Омской области.
Разработчик:
Баранов В.И. мастер производственного обучения, преподаватель специальных дисциплин БОУ НПО «Профессиональное училище № 65», с. Седельниково Омской области.
Согласовано:
На заседании
педагогического совета
Протокол №__________
«__»___________2014г.
Паспорт комплекта контрольно-оценочных средств ..4
Результаты освоения междисциплинарного курса, подлежащие проверке .5
Оценка освоения междисциплинарного курса .8
3.1. Формы и методы оценивания .8
3.2. Типовые задания для оценки междисциплинарного курса .11
Контрольно-оценочные материалы для итоговой аттестации .18
Список литературы…………………………………………………….…………....26
Паспорт комплекта контрольно-оценочных средств
В результате освоения междисциплинарного курса МДК. 01. 02. Технологические приемы сборки изделий под сварку, обучающийся должен обладать предусмотренными ФГОС среднего профессионального образования по программе подготовки квалифицированных рабочих, служащих СПО по профессии 150709.02 Сварщик (электросварочные и газосварочные работы) следующими умениями, знаниями, которые формируют профессиональную компетенцию, и общими компетенциями:
ПО 1. Выполнения сборки изделий под сварку;
ПО 2. Проверки точности сборки;
У 1. Выполнять сборку изделий под сварку в сборочно-сварочных приспособлениях и прихватками;
У 2. Проверять точность сборки;
З 1. Правила подготовки изделий под сварку;
З 2. Виды и назначение сборочно-сварочных приспособлений;
З 3. Виды сварных швов и соединений, их обозначения на чертежах;
З 4. Типы разделки кромок под сварку.
З 5. Правила наложения прихваток;
ПК 1.Выполнять сборку изделий под сварку.
ПК 2. Проверять точность сборки.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес;
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем;
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы;
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач;
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами;
ОК 7. Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей).
Формой аттестации по междисциплинарному курсу является дифференцированный зачет
2. Результаты освоения учебной дисциплины, подлежащие проверке
2.1. В результате аттестации по учебной дисциплине осуществляется комплексная проверка следующих умений и знаний, а также динамика формирования общих компетенций:
| Результаты обучения: умения, знания и общие компетенции | Показатели оценки результата | Форма контроля и оценивания |
| уметь |
|
|
| У 1. Выполнять сборку изделий под сварку в сборочно-сварочных приспособлениях и прихватками;
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес;
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач;
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами;
ОК 7. Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей). | Умеет выполнять сборку изделий под сварку в сборочно-сварочных приспособлениях и прихватками.
Явно выраженный интерес к профессии; демонстрация интереса к будущей профессии в процессе теоретического и производственного обучения, производственной практики;
оперативность поиска необходимой информации, обеспечивающей наиболее быстрое, полное и эффективное выполнение профессиональных задач; владение различными способами поиска информации; адекватность оценки полезности информации; взаимодействие с обучающимися, преподавателями и мастерами в ходе обучения на принципах толерантного отношения; соблюдение норм профессиональной этики при работе в команде;
участие во внеурочной работе с учетом подготовки к исполнению воинской обязанности, военных сборах; применение профессиональных знаний в ходе прохождения воинской службы. | Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы.
Наблюдение и оценка участия в учебных, образовательных, воспитательных мероприятиях в рамках профессии, достижение высоких результатов, стабильность результатов, участие в профессиональных конкурсах, портфолио достижений.
Наблюдение и оценка эффективности и правильности выбора информации для выполнения профессиональных задач в области технологических приемов сборки изделий под сварку в процессе учебной и производственной практик.
Наблюдение и оценка коммуникабельности.
Сведения военкомата. |
| У 2. Проверять точность сборки;
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем;
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы;
ОК 7. Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей). | Умеет проверять точности сборки.
Рациональность выбора и применения методов и способов решения профессиональных задач и ситуаций; точность, правильность и полнота решений профессиональных задач.
Обоснованный выбор форм контроля и качества выполнения своей работы; положительная динамика в организации деятельности по результатам самооценки, самоанализа и коррекции результатов собственной работы; оценка результатов работы.
Участие во внеурочной работе с учетом подготовки к исполнению воинской обязанности, военных сборах; применение профессиональных знаний в ходе прохождения воинской службы. | Наблюдение и оценка выполнения практической работы. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы.
Наблюдение и оценка организации рабочего места в процессе выполнения практических работ на учебной и производственной практике.
Наблюдение и оценка эффективности и правильности самоанализа принимаемых решений на практических занятиях, в процессе учебной и производственной практик.
Сведения военкомата. |
| Знать |
|
|
|
З 1. Правила подготовки изделий под сварку; |
Точность и полнота знаний правил подготовки изделий под сварку.
| Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы. |
|
З 2. Средства и приемы измерений линейных размеров, углов, отклонений формы поверхности;
|
Точность и полнота знаний средств и приемов измерений линейных размеров, углов, отклонений формы поверхности;
| Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы. |
|
З 3. Виды и назначение сборочно-сварочных приспособлений; |
Точность и полнота знаний видов и назначение сборочно-сварочных приспособлений; | Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы. |
|
З 4. Виды сварных швов и соединений, их обозначения на чертежах.
|
Точность и полнота знаний видов сварных швов и соединений, их обозначения на чертежах.
| Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы. |
|
З 5. Типы разделки кромок под сварку. |
Точность и полнота знаний операций разделки кромок под сварку. | Оценка выполнения лабораторной работы. Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы. |
|
З 6. Правила наложения прихваток. |
Точность и полнота знаний правил наложения прихваток. | Наблюдение и оценка выполнения практических работ. Оценка устного опроса. Контроль и оценка выполнения самостоятельной работы. |
3. Оценка освоения междисциплинарного курса:
3.1. Формы и методы оценивания
Предметом оценки служат умения и знания, предусмотренные ФГОС СПО по междисциплинарному курсу МДК.01.02. Технологические приемы сборки изделий под сварку, направленные на формирование общих и профессиональных компетенций. Оценка знаний и умений обучающихся производится на основании индивидуальных достижений.
Итоговой аттестацией по учебной дисциплине является дифференцированный зачет проводимой в тестовой форме.
Контроль и оценка освоения междисциплинарного курса по темам (разделам)
|
Элемент междисциплинарного курса | Формы и методы контроля
| ||||||||||
| Текущий контроль | Рубежный контроль | Промежуточная аттестация | |||||||||
| Форма контроля | Проверяемые ОК, У, З | Форма контроля | Проверяемые ОК, У, З | Форма контроля | Проверяемые ОК, У, З | ||||||
| Раздел 1. Выполнение сборочных работ под сварку.
| Тестирование | У 1, У 2,З 1, З 2, З 3, З.4,З 5, З 6, ОК 1, ОК 2, ОК 3,ОК 4, OK 6, OK 7 |
|
| |||||||
| Тема 1.1. Сборка изделий под сварку. | Устный опрос Практическая работа №1 Практическая работа №2 Самостоятельная работа | У 1, У 2,З 1, З 2, З 3, З 4, З 5, З 6, ОК 1, ОК 2, ОК 3,ОК 4, OK 6, OK 7 |
|
|
|
| |||||
| Тема 1.3. Сварные соединения и швы. | Устный опрос Практическая работа №3 Самостоятельная работа | У 1, У 2,З 1, З 2, З 3, З 4, З 5, З 6, ОК 1, ОК 2, ОК 3,ОК 4, OK 6, OK 7 |
|
|
|
| |||||
| Тема 1.4. Типы разделки кромок под сварку и правила наложения прихваток. | Устный опрос Лабораторная работа №1 Практическая работа №4 Самостоятельная работа | У 1, У 2,З 1, З 2, З 3, З 4, ОК 1, ОК 2, ОК 3,ОК 4, OK 6, OK 7 |
|
|
|
| |||||
| Итоговая аттестация |
|
|
|
| Дифференцированный зачет | У 1, У 2, З 1, З 2, З 3, З 4,З 5, З 6, ОК 1,ОК 2, ОК 3, ОК 4, ОК 6, ОК 7.
| |||||
3.2 Типовые задания для оценки освоения междисциплинарного курса
3.2.1. Типовые задания для оценки знаний З 1, З 2,З 3, З 4, З 5, умений У 1, У 2 (текущий контроль)
Текущий контроль
Раздел 1. Сборочные работы под сварку.
Тема 1.1. Сборка изделий под сварку.
Тестирование. Тест.
Инструкция: каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ. Время на выполнение 10 минут.
1. Операции резки, гибки, правки, штамповки, зачистки и другие по изготовлению деталей сварных конструкций:
вспомогательные; 3) заготовительные;
сборочные; 4) отделочные.
2. Операции, обеспечивающие правильное взаимное расположение и закрепление
деталей собираемого и свариваемого изделия на плите, стеллаже, стенде или
специальном приспособлении:
вспомогательные; 3) заготовительные;
сборочные; 4) отделочные.
3. Операции, при которых производятся зачистка, удаление металлических брызг и
грата, окраска, упаковка:
вспомогательные; 3)заготовительные;
сборочные; 4)отделочные.
4. Операции транспортно-подъемные, наладочные, по приему и выдаче материала и
инструмента, подготовке сварочных электродов и другие:
вспомогательные; 3) заготовительные;
сборочные; 4) отделочные.
5. Детали (опоры, упоры, пальцы, призмы, установочные конусы), обеспечивающие
правильную ориентацию свариваемых деталей в приспособлениях:
вспомогательные; 3) запасные;
установочные; 4) временные.
6. Сборочно-сварочное приспособление с упорами, гнездами и другими
фиксирующими элементами, а также зажимными устройствами, служащими для сборки и
сварки изделий типа кронштейнов, рам, ферм, балок и др.:
позиционер; 3) стенд;
кондуктор; 4) манипулятор.
7. Приспособление, предназначеное для установки изделия в удобное для сборки
положение:
позиционер; 3) стенд;
кондуктор; 4) манипулятор.
8. Приспособление для вращения изделия в процессе сварки при различных углах
наклона оси вращения:
позиционер; 3)стенд;
кондуктор; 4) манипулятор.
9. Устройство для закрепления изделия в заданном положении и вращения его со
скоростью сварки:
кондуктор; 3) манипулятор;
позиционер; 4) вращатель.
10. Сборочно-сварочное приспособление, предназначенное для размещения деталей
собираемых и свариваемых крупногабаритных изделий и фиксации их в нужном по-
ложении:
позиционер; 3) стенд;
кондуктор; 4) манипулятор.
Критерии оценок тестирования:
Оценка «отлично» - 90-100% или 9-10 из 10 вопросов;
Оценка «хорошо» - 70-89% или 7-8 из 10 вопросов;
Оценка «удовлетворительно» - 50-69% или 5-6 из 10 вопросов;
Оценка неудовлетворительно» - 0-49% или 0-4 из 10 вопросов.
Ключ.
| Задание | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Ответ | 3 | 2 | 4 | 1 | 2 | 2 | 1 | 4 | 4 | 3 |
Практическая работа №1 «Сборочные плиты и стеллажи».
Цель работы: Приобретение навыков в использование сборочных плит и стеллажей.
Порядок выполнения работы.
1. Проработайте теоретический материал.
2. Выполните задание №1.
3. Оформите результаты работы.
Практическая работа №2 «Сборочные кондукторы».
Цель работы: Приобретение навыков в использование сборочных кондукторов.
Порядок выполнения работы.
1. Проработайте теоретический материал .
2. Выполните задание №1 и №2.
3. Оформите результаты работы.
Тема 1.2. Сварные соединения и швы.
Тестирование. Тест.
Инструкция: каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ. Время на выполнение 10 минут.
Металл сварного шва, наплавленный или переплавленный за один проход, называют:
шарик; 2) ролик; 3) валик; 4) слоик.
Сварной шов, воспринимающий эксплуатационные нагрузки:
основной; 2) связующий; 3) рабочий; 4) горячий.
Металл деталей, подлежащих соединению сваркой:
присадочный; 2) связующий; 3) дополнительный; 4) электродный.
Часть сварной конструкции, в которой сварены примыкающие друг к другу элементы:
дополнительный металл; 2) присадочный металл; 3) Сварной шов;
4) сварной узел.
5. Сплав, образованный переплавленным основным или основным и наплавленным металлами:
1) металл шва; 2) присадочный металл; 3) валик; 4) наплавленный металл.
6. Угол скоса кромок обычно составляет:
1) 3-5о; 2) 60-90о; 3) 30-50о; 4) 90-180о.
7. Зазор между торцами свариваемых элементов в зависимости от толщины свариваемого металла устанавливают равным:
1) 0-5 мм; 2) 4-6 мм; 3) 11-12 мм; 4) 15-20 мм.
8. Притупление кромок в зависимости от толщины металла обычно составляет:
1) 1-3 мм; 2) 4-6 мм; 3) 7-10 мм; 4) 15-20 мм.
9. Условным знаком на чертежах обозначается шов:
1) прерывистый; 2) облицовочный; 3) монтажный; 4) прихваточный.
Критерии оценок тестирования:
Оценка «отлично» - 100% или 9 из 9 вопросов;
Оценка «хорошо» - 78-89% или 7-8 из 9 вопросов;
Оценка «удовлетворительно» - 56-67% или 5-6 из 9 вопросов;
Оценка неудовлетворительно» - 0-45% или 0-4 из 9 вопросов.
Ключ.
| Задание | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Ответ | 3 | 1 | 2 | 4 | 4 | 2 | 1 | 2 | 4 |
Практическая работа № 3 «Чтение чертежей сварных швов металлоконструкций».
Цель работы: Научиться читать документацию на выполнение сварочных работ.
Порядок выполнения работы.
Проработайте теоретический материал учебного элемента: чтение чертежей и технологической документации электросварщика.
Изучив учебный элемент, вы сможете:
А) читать конструкторскую и технологическую документацию электросварщика.
3. Выполните задание №1.
4. Оформите результаты работы.
Тема 1.3. Типы разделки кромок под сварку и правила наложения прихваток.
Устный опрос. Контрольные вопросы.
Цель подготовки кромок под сварку?
Что включает подготовка кромок под сварку?
Прихватка-это короткий сварной шов. Какой длины?
Какой длины прихватки стыкового соединения из пластин, толщиной 4 мм, длиной 600 мм нужно поставить?
Определите высоту шва для прихватки стыкового соединения из пластин толщиной 9 мм, с V-образной разделкой.
Лабораторная работа № 1 «Виды разделки кромок стыковых швов перед сборкой изделий».
Цель работы: Приобретение навыков в разделки кромок под сварку стыковых сварных соединений.
Порядок выполнения работы.
1. Проработайте теоретический материал и ответьте письменно на контрольные вопросы.
2. Ознакомьтесь с заданием и выполните его.
3. Оформите результаты работы.
Практическая работа №4 «Виды разделки кромок угловых швов перед сборкой изделий».
Цель работы: Приобретение навыков в разделки кромок под сварку угловых сварных соединений.
Порядок выполнения работы.
1. Проработайте теоретический материал и ответьте письменно на контрольные вопросы.
2. Ознакомьтесь с заданием и выполните его.
3. Оформите результаты работы.
Рубежный контроль.
Контрольная работа по разделу I. Сборочные работы под сварку.
Тема: Сборка и прихватка деталей
Комплексная механизация сварочных работ предусматривает замену физического труда рабочего при выполнении не только собственно сварочных работ, но и вспомогательных работ, связанных с изготовлением сварных конструкций, требующих значительных затрат ручного труда.
Зазоры в стыковых соединениях должны быть равномерными и не превышать 2 мм. В соединениях внахлестку и втавр элементы должны плотно прилегать друг к другу. Зазоры в таких соединениях допускаются равными 2—4 мм (в зависимостей от толщины свариваемых элементов). Не допускается сборка деталей под напряжением с помощью хомутов или других способов стягивания соединяемых элементов, создающих в них остаточные напряжения.
Приспособления, применяемые при изготовлении сварных изделий, различают по назначению для сборки под сварку, либо для сварки уже собранных деталей, либо для сборки и сварки деталей (так называемые комбинированные сборочно-сварочные приспособления). Комбинированные приспособления должны быть достаточно прочными и жесткими, чтобы сохранить свои формы и размеры при воздействии усилий, возникающих в конструкции при нагреве в процессе сварки и при усадке сварных швов.
Подготовка и сборка элементов конструкции под сварку во многом предопределяют качество сварных соединений и их надежность. Вместе с тем не следует предъявлять излишних требований к подготовке и сборке деталей под сварку. Рациональной технологией сборки является такая технология сборки деталей, которая обеспечивает необходимое качество сварного соединения и шва при минимальных требованиях к сборке.
С увеличением толщины свариваемых кромок увеличиваются высота, длина и шаг прихваток. Поперечное сечение прихватки не должно превышать 1/8 сечения полного шва. В местах резких переходов, в острых углах, на окружностях с малым радиусом и в других местах концентрации напряжений установка прихваток не разрешается. Прихватки также не следует устанавливать вблизи отверстий, на расстоянии менее 10 мм от отверстия или от края детали.
При прихватке фланцев, цилиндров, шайб, трубчатых соединений и т. п. прихватки следует располагать симметрично. В случае двусторонней прихватки деталей прихватки следует располагать в шахматном порядке. Прихватки следует ставить в такой последовательности, которая исключает или сводит до минимума коробление листов. Прихватку длинных листов начинают с постановки прихваток на одном, а затем на другом концах соединений, третью прихватку ставят в середине. Остальные прихватки ставят между ними.
Прихватку длинных листовых соединений втавр начинают с середины соединения. Когда первая прихватка поставлена, последующие прихватки ставят вначале от середины к одному концу, а затем от середины к другому концу. Стойки и раскосы прихватывают поочередно вначале к одному поясу, а затем между собой. Если между поясами несколько узлов, то сборку и прихватку начинают со среднего узла.
Сварочный ток при прихватке должен быть на 20—30 % больше сварочного тока, необходимого для сварки тех же материалов. Прихватку следует выполнять электродами меньшего диаметра, чем для сварки той же детали; длина дуги при прихватке должна быть короткой, не более диаметра электрода; дугу следует отрывать не в момент образования кратера, а после полного его заполнения. После выполнения прихватки толстообмазанными электродами остатки шлака следует полностью удалить с помощью зубила, молотка и металлической щетки.
При прихватке соединений из элементов разной толщины дугу направляют на элемент большей толщины. В таких случаях после полного охлаждения прихватки с трещиной в непосредственной от нее близости устанавливают новую прихватку, а прихватку с трещиной запиливают.
В первую очередь необходимо чтоб металл был очищен и не имел разных загрязнений, для чего можно использовать ручной способ или применить механические элементы, например, пескоструй, горелку, щетки из проволоки механические.
Можно также использовать струю горячей воды или щелочные, кислотные растворы. Но для того чтоб подготовить металл под сварку одной лишь очистки недостаточно, важный этап это его выравнивание, для чего существует станок.
Технология не сложная берут металлический лист и пропускают его через листоправйльные вальцы, в основном такая конструкция оснащена в среднем около десяти валиков, но это зависит от толщины определенного листа, который поддается выправлению.
Если это уголок из металла, то для его правки необходим углоправйльный станок или специальные вальцы. А вот уже для профиля двутаврового или швеллерного понадобятся правильно-гибочные прессы. Ручная правка также имеет место, чаще всего ее используют мелкие фирмы с малым оборотом товара, для этого используют лишь правильную плиту.
Наконец с правкой закончили, и теперь начинается этап, в котором делают разметку под дальнейшую сварку. Если это серьезное производство, с крупным объемом товара, то используют уже подготовленные картонные шаблоны. Для резки металла необходимы гильотинные ножницы или можно использовать дисковые ножницы или пилы, пользуются популярностью также ручные газокислородные резки и прессы, все зависит от толщины листа, например, от 10 до 30 мм используют механические методы, а если толщина больше, то необходима газокислородная резка. Металл под сварку обрезают, делают скос и очищают.
Для резки металла необходимы гильотинные ножницы или можно использовать дисковые ножницы или пилы, пользуются популярностью также ручные газокислородные резки и прессы, все зависит от толщины листа, например, от 10 до 30 мм используют механические методы, а если толщина больше, то необходима газокислородная резка. Металл под сварку обрезают, делают скос и очищают.
Если металл толстый, и нужна чистая и ровная поверхность после процесса среза, а также высокая производительность, то лучший вариант это кислородная резка.На одной машине бывает что устанавливают несколько резок. Всегда нужно помнить, что если кромка листа покрыта ржавчиной, или краской, или например, маслом, то ее нельзя использовать под сварку. В таком случае прочность соединения будет плохой, дуга будет гореть хуже и может появиться пористость. Кромку всегда необходимо очищать.
Для того чтоб проверить прямолинейность кромки, используют рейку и линейку, а для проверки углов скоса подготавливают шаблоны. Вальцовка, а также процесс штамповки используется для изготовления сосудов, различных котлов или резервуаров.
4. Контрольно-оценочные материалы для итоговой аттестации по междисциплинарному курсу.
Предметом оценки являются умения и знания. Контроль и оценка осуществляются с использованием следующих форм и методов: текущий контроль осуществляется выполнением лабораторных, практических, контрольных и самостоятельных внеаудиторных работ, устным опросом.
Итоговый контроль осуществляется выполнением практической работы.
I. ПАСПОРТ
Назначение:
КОМ предназначен для контроля и оценки результатов освоения междисциплинарного курса МДК 01.02. Технологические приемы сборки изделий под сварку подготовки квалифицированных рабочих, служащих СПО по профессии 150709.02 Сварщик (электросварочные и газосварочные работы).
ПО 1. Выполнения сборки изделий под сварку;
ПО 2. Проверки точности сборки;
У 1. Выполнять сборку изделий под сварку в сборочно-сварочных приспособлениях и прихватками;
У 2. Проверять точность сборки;
З 1. Правила подготовки изделий под сварку;
З 2. Средства и приемы измерений линейных размеров, углов, отклонений формы поверхности;
З 3. Виды и назначение сборочно-сварочных приспособлений;
З 4. Виды сварных швов и соединений, их обозначения на чертежах;
З 5. Типы разделки кромок под сварку;
З 6.Правила наложения прихваток.
ПК 1.Выполнять сборку изделий под сварку.
ПК 2. Проверять точность сборки.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес;
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем;
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы;
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач;
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами;
ОК 7. Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей).
II. ЗАДАНИЕ 25 вариантов
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания – 45 -55 минут.
| Вариант №1
|

| Вариант №2 1. Определите по рисунку параметр разделки кромки L S=6 мм; Si=15MM; b=2 мм.
|
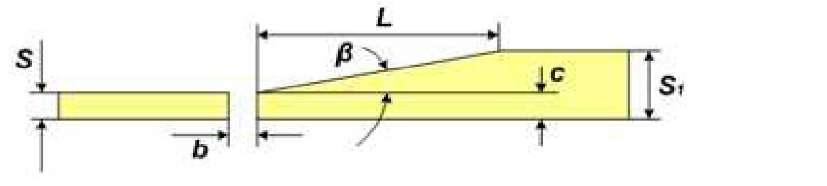
| Вариант №3 1. Определите по рисунку параметр разделки кромки L1
2. Выполните разделку кромки по чертежу.
|
| Вариант №4
|
| Вариант №5 1. Определите по рисунку параметр разделки кромки L1
|
| Вариант №6
|
| Вариант №7 1. Определите по рисунку параметр разделки кромки L1
|





| Вариант №8 1. Определите по рисунку параметр разделки кромки L
|
| Вариант №9 1. Определите по рисунку параметр разделки кромки L1
|
| Вариант №10 1. Определите по рисунку параметр разделки кромки L
|
| Вариант №11 1. Определите по рисунку параметр разделки кромки L1
|
| Вариант №12 1. Определите по рисунку параметр разделки кромки L
|
|
|

| Вариант №13 1. Определите по рисунку параметр разделки кромки L1
|
| Вариант №14 1. Определите по рисунку параметр разделки кромки L
|
| Вариант №15 1. Определите по рисунку параметр разделки кромки L1
|
| Вариант №16 1. Определите по рисунку параметр разделки кромки L
|
| Вариант №17 1. Определите по рисунку параметр разделки кромки L1
|
| Вариант №8 1. Определите по рисунку параметр разделки кромки L
|
| Вариант №17 1. Определите по рисунку параметр разделки кромки L1
|
| Вариант №8 1. Определите по рисунку параметр разделки кромки L
|
| Вариант №17 1. Определите по рисунку параметр разделки кромки L1
|
| Вариант №18 1. Определите по рисунку параметр разделки кромки L
|
| Вариант №19 1. Определите по рисунку параметр разделки кромки L1
|
| Вариант №18 1. Определите по рисунку параметр разделки кромки L
|
| Вариант №21 1. Определите по рисунку параметр разделки кромки L1
|
| Вариант №22 1. Определите по рисунку параметр разделки кромки L
|
| Вариант №23 1. Определите по рисунку параметр разделки кромки L1
|
| Вариант №24 1. Определите по рисунку параметр разделки кромки L
|
| Вариант №25 1. Определите по рисунку параметр разделки кромки L1
|
| Вариант №26 1. Определите по рисунку параметр разделки кромки L
|
| Вариант №27 1. Определите по рисунку параметр разделки кромки L1
|
Список литературы
Основные источники:
Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. Образования – М.: Издательский центр «Академия», 2010.
Лаврешин С.А. Производственное обучение газосварщиков : учеб. пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2012.
Чебан В. А. Сварочные работы /В. А. Чебан.- Изд. 7-е.- Ростов н/Д : Феникс, 2010. (Начальное профессиональное образование). 2010.
Маслов В. И. Сварочные работы: Учеб. для нач. проф. образования: Учеб. пособие для сред. проф. Образования - М.: ПрофОбрИздат, 2009.
Дополнительные источники.
- Гуськова Л.Н. Газосварщик: раб. Тетрадь: учеб. Пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2012.
- Галушкина В.Н. Технология производства сварных конструкций6 учебник для нач. проф. образования – М.: Издательский Центр «Академия», 2012.
- Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
- Юхин Н.А. Газосварщик: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2010.
- Г.Г Чернышов. Справочник электрогазосварщика и газорезчика: учеб. пособие для нач. проф. образования – М. : Издательский центр «Академия», 2006.
- М.Д. Банов Ю.В. Казанов «Сварка и резка материалов», Учебное пособие – М: ОИЦ «Академия», 2009г.
- Овчинников В. В. Оборудование, техника и технология сварки и резки металлов: учебник/ В.В.Овчинников.- М.: КНОРУС, 2010.-(Начальное профессиональное образование).
- А.И. Герасименко «Основы электрогазосварки», Учебное пособие – М: ОИЦ «Академия», 2010г
-В. Г. Лупачев «Ручная дуговая сварка» учебник –Мн.; Выш. шк., 2006.
Интернет – ресурс:
- www.svarka-reska.ru - www.svarka.net
- www· prosvarky.ru
- websvarka.ru
6







 Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 01.02. Технологические приемы сборки изделий под сварку (203.8 KB)
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 01.02. Технологические приемы сборки изделий под сварку (203.8 KB)
 0
0 2543
2543 53
53 Нравится
0
Нравится
0


