 Получите свидетельство
Получите свидетельство Вход
Вход


Комитет образования и науки Курской области
Областное бюджетное профессиональное образовательное учреждение «Курский автотехнический колледж»
КОМПЛЕКТ
инструкционно-технологических карт
для выполнения комплексных работ по УП 01.01 «Общеслесарные работы»
для студентов по профессии 23.01.03 Автомеханик
 Курск – 2016
Курск – 2016
| Рассмотрено на заседании цикловой комиссии профессиональных дисциплин по профессиям: «Автомеханик», «Мастер отделочных и строительных работ», «Машинист крана (крановщик)»; специальности: «Техническое обслуживание и ремонт автомобильного транспорта». Протокол № 7 от _______________ 2016 г. Председатель ____________ /Гнездилов В.Н/. |
Составители: Г.А. Можаева, преподаватель; О.А. Степанова, И.В. Провоторова, Л.В. Комиссарова, мастера производственного обучения ОБПОУ «КАТК».
Комплект инструкционно-технологических карт для выполнения комплексных работ по УП 01.01 «Общеслесарные работы» для студентов по профессии 23.01.03 Автомеханик / сост. Г.А. Можаева, О.А. Степанова, И.В. Провоторова, Л.В. Комиссарова. – Курск: ОБПОУ «КАТК», 2016. – 25 с.
Комплект содержит перечень инструкционно-технологических карт с подробным, пошаговым описанием выполнения комплексных работ и правила безопасной работы для проведения занятий по учебной практике «Общеслесарные работы» студентов по профессии 23.01.03 «Автомеханик». Может использоваться для проведения занятий по МДК.01.01 Слесарное дело и технические измерения.
Можаева Г.А., Степанова О.А., Провоторова И.В., Комиссарова Л.В.2016 г.
© ОБПОУ «Курский автотехнический колледж», 2016
СОДЕРЖАНИЕ
| №п/п |
| Стр. |
| | Введение…………………………………………………………………………………………………………………………………. | 4 |
| | Инструкция по охране труда при работе со слесарным инструментом……………………………………………………………… | 5 |
| | Инструкционно-технологическая карта №1 «На изготовление слесарного угольника 90»……………………………………….. | 7 |
| | Инструкционно-технологическая карта №2 «На изготовление натяжного винта»…………………………………………………. | 11 |
| | Инструкционно-технологическая карта №3 «На изготовление гаечного ключа»…………………………………………………… | 15 |
| | Инструкционно-технологическая карта №4 «На изготовление воротка»……………………………………………………………. | 18 |
| | Инструкционно-технологическая карта №5 «На изготовление слесарного молотка с квадратным бойком»…………………….. | 21 |
|
| Литература…………………………………………………………………………………………………………………………………. | 24 |
ВВЕДЕНИЕ
В ФГОС СПО по профессии 23.01.03 Автомеханик предусмотрена квалификация «Слесарь по ремонту автомобиля».
Студенты готовятся к следующим видам работ:
техническое обслуживание и ремонт автотранспорта;
транспортировка грузов и перевозка пассажиров;
заправка транспортных средств.
В ходе учебной практики необходимо сформировать ОК (общая компетенция) и ПК (профессиональная компетенция).
Методические указания составлены в соответствии с программой профессии 23.01.03 Автомеханик.
Целью практических занятий является приобретение, закрепление практического опыта при выполнении заданий имеющих практическую направленность, формирование ОК и ПК. Необходимые справочные материалы, таблицы имеются в комплекте инструкционно-технологических карт по выполнению каждого практического занятия.
Наибольший эффект управления процессом обучения профессии и самостоятельности студента дает наличие инструкционно-технологических карт на каждом рабочем месте. Такая индивидуализация позволяет студенту многократно, независимо от других, обращаться к указаниям, содержащимся в инструкции, в момент необходимости в любых условиях работы. Имея инструкцию, студент может постоянно контролировать свои действия и осознанно их корректировать.
ИНСТРУКЦИЯ ПО ОХРАНЕ ТРУДА
ПРИ РАБОТЕ СЛЕСАРНЫМ ИНСТРУМЕНТОМ
Общие требования безопасности
К работе со слесарным инструментом допускаются лица, имеющие элементарные знания по слесарному делу, обученные безопасным методам работы, прошедшие проверку знаний инструкций по охране труда.
Лица, виновные в нарушении данной инструкции, привлекаются к дисциплинарной ответственности согласно правил внутреннего трудового распорядка.
Требования безопасности перед началом работы
Привести в порядок рабочую одежду, застегнуть обшлага рукавов, подобрать волосы под плотно облегающий головной убор.
При рубке металла надеть очки.
Проверить достаточно ли освещено рабочее место.
Работать инструментом, отвечающим следующим требованиям:
молотки должны быть насажены на рукоятки овального сечения, расклиненные металлическими завершенными клиньями и изготовленные из дерева твердых пород (рябины, клена, вяза, дуба).
гаечные ключи должны быть исправными и соответствовать размерам болтов и гаек, наращивать ключи другими предметами не разрешается
молотки, зубила, бородки, керны, шлямбуры и т.д. не должны иметь сбитых и скошенных бойков и заусенец.
на конце деревянных рукояток нажимных инструментов (напильников, рашпилей, стругов и т.д.), а также инструментов, по которым производят удары молотком (стамески, долото) должны быть насажены металлические кольца.
Работающему с кувалдой перед началом работы предупреждать окружающих, обо всех обнаруженных неисправностях сообщить мастеру и до его указания к работе не приступать.
Требования безопасности во время работы
Прочно укрепить на верстаке слесарные тиски.
Обрабатываемую деталь прочно закрепить в тисках.
Пол у верстака должен быть ровным и сухим, а перед верстаком необходимо положить исправную деревянную решетку или подставку.
При всех работах с молотками рукоятку необходимо держать так, чтобы конец ее выступал от ладони на 3см.
При работе, требующей разъединения или соединения деталей при помощи кувалды и выколотки, последнюю держать клещами. Нельзя находиться против работающего кувалдой, становиться сбоку от него.
При рубке металла зубилом в тисках или другом месте пользоваться защитными очками, следить, чтобы стружка не попала в окружающих.
Не проверять пальцами качество опиливаемой поверхности.
Отрезаемую при резании ножницами заготовку из листового металла придерживайте рукой в перчатке (рукавице).
Рабочее место должно быть оборудовано так, чтобы все необходимое для работы находилось под рукой, при необходимости передачи инструмента, приспособлений нельзя их перебрасывать, передача должна производиться осторожно из рук в руки.
Не загромождать и не захламлять рабочие места и проходы.
Требования безопасности в аварийных ситуациях
В случае недомогания или несчастного случая прекратить работу, известить мастера п/о и оказать первую помощь.
Требования безопасности по окончании работы
Привести в порядок рабочее место, убрать с верстака стружку и металлическую пыль при помощи специальной щетки-сметки.
Убрать инструмент и заготовки.
Снять и убрать спецодежду.
После окончания всех работ вымыть руки теплой водой с мылом.
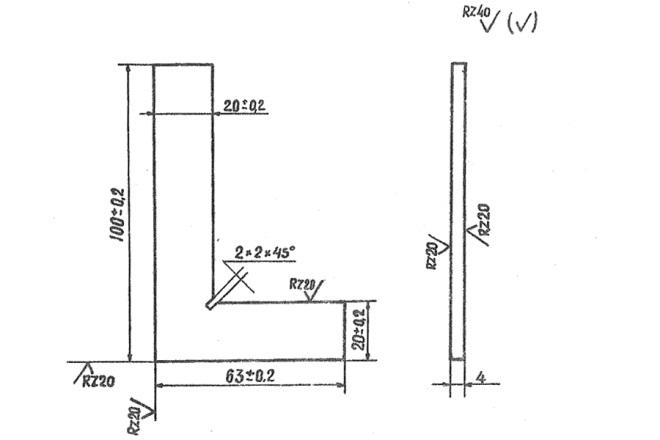
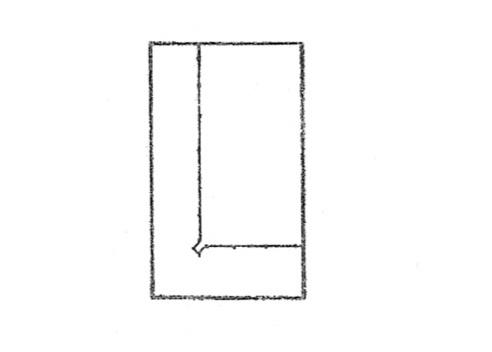
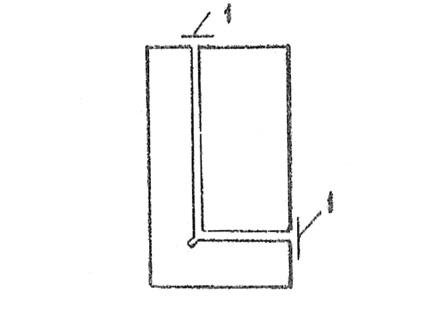
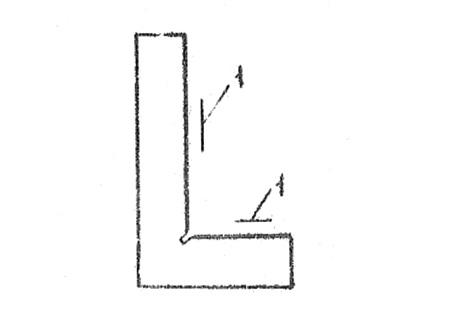
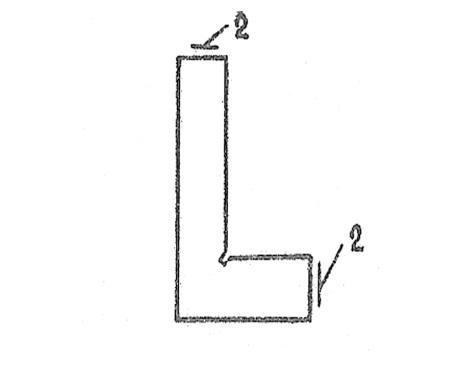
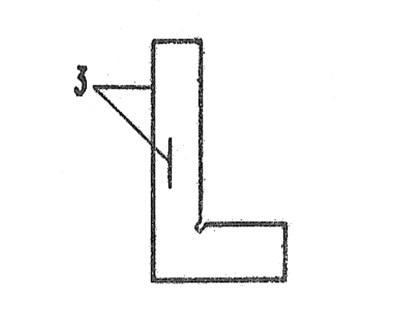
ИНСТРУКЦИОННО-ТЕХНОЛОГИЧЕСКАЯ КАРТА № 1
«Изготовление слесарного угольника 90°»
| Операции | Переходы | Содержание операций, установок и переходов | Эскизы | Оборудование, приспособления, материалы | Инструменты | Учебно-технические | |
| рабочий | контрольно-измерительные | ||||||
| 0 |
| Проверить заготовку по чертежу определить и записать имеющийся припуск на все размеры
|
|
|
| Штангенциркуль ШЦ-I |
|
| Операции | Переходы | Содержание операций, установок и переходов | Эскизы | Оборудование, приспособления, материалы | Инструменты | Учебно-технические | |
| рабочий | контрольно-измерительные | ||||||
| I | 1 | Опиливание Опилить базовую поверхность /основную/ |
| Верстак, тиски слесарные, накладные губки | Напильники: плоские с насечкой № 0; 1 | Лекальная линейка, слесарный угольник 90° | Опиленная плоскость не должна иметь завалов. Окончательный штрих продольный |
|
| 2 | Опилить базовую поверхность /вспомогательную/ |
| Верстак, тиски слесарные, накладные губки | Напильники: плоские с насечкой № 0; 1 | Штангенциркуль ШЦ-I | Опиленная плоскость не должна иметь завалов. Окончательный штрих продольный |
| II | 1 | Разметка Подготовить широкую поверхность заготовки для разметки |
| Верстак, ветошь | Шлифовальная шкурка, чертилка, кернер с углом заточки 45°, молоток 200 г | Штангенциркуль ШЦ-II, масштабная линейка | Покрытиеповерхности раствором медного купороса должно быть равномерным, без подтеков |
|
| 2 | Разметить слесарный угольник по чертежу |
| Верстак, ветошь | Шлифовальная шкурка, чертилка, кернер с углом заточки 45°, молоток 200 г | Штангенциркуль ШЦ-II, масштабная линейка | Риски должны быть четкими, раздвоение рисок не допускается. Кернение с равномерными интервалами, строго по рискам |
| Операции | Переходы | Содержание операций, установок и переходов | Эскизы | Оборудование, приспособления, материалы | Инструменты | Учебно-технические | |
| рабочий | контрольно-измерительные | ||||||
| III | 1 | Резка Вырезать слесарный угольник 90° и сделать прорезь |
| Верстак, тиски слесарные, накладные губки | Напильник трехгранный с насечкой № 1, ножовка по металлу | Штангенциркуль ШЦ-I | Припуск на обработку угольника в пределах 0,5–1,0 мм |
| IV | 1 | Опиливание Опилить внутренние стороны слесарного угольника 90° параллельно основной и вспомогательной базовым поверхностям |
| Верстак, тиски слесарные, накладные губки деревянный брусок | Напильники: трехгранный с насечкой № 1, плоские с насечкой № 0; 1, щетка-сметка | Штангенциркуль ШЦ-I, слесарный угольник 90°, лекальная линейка | Опиливаемые плоскости не должны иметь завалов, выдержать параллельность сторон в пределах 0,2 мм |
|
| 2 | Опилить торцовые стороны слесарного угольника 90° |
| Верстак, тиски слесарные, накладные губки, деревянный брусок | Напильники: трехгранный с насечкой № 1, плоские с насечкой № 0; 1, щетка-сметка | Штангенциркуль ШЦ-I, масштабная линейка | Не должно быть завалов на торцевых плоскостях, выдержать углы 90° и размеры согласно чертежу |
| III | 1 | Резка Вырезать слесарный угольник 90° и сделать прорезь |
| Верстак, тиски слесарные, накладные губки | Напильник трехгранный с насечкой № 1, ножовка по металлу | Штангенциркуль ШЦ-I | Припуск на обработку угольника в пределах 0,5–1,0мм |
| Операции | Переходы | Содержание операций, установок и переходов | Эскизы | Оборудование, приспособления, материалы | Инструменты | Учебно-технические | |
| рабочий | контрольно-измерительные | ||||||
| IV | 1 | Опиливание Опилить внутренние стороны слесарного угольника 90° параллельно основной и вспомогательной базовым поверхностям |
| Верстак, тиски слесарные, накладные губки деревянный брусок | Напильники: трехгранный с насечкой № 1, плоские с насечкой № 0; 1, щетка-сметка | Штангенцикуль ШЦ-I, слесарный угольник 90°, лекальная линейка | Опиливаемые плоскости не должны иметь завалов, выдержать параллельность сторон в пределах 0,2 мм |
|
| 2 | Опилить торцовые стороны слесарного угольника 90° |
| Верстак, тиски слесарные, накладные губки, деревянный брусок | Напильники: трехгранный с насечкой № 1,плоские с насечкой № 0;1,щетка-сметка | Штангенциркуль ШЦ-I, масштабная линейка | Не должно быть завалов на торцевых плоскостях, выдержать углы 90° и размеры согласно чертежу |
|
| 3 | Опилить широкие поверхности слесарного уголка 90° |
| Верстак, тиски слесарные, накладные губки | Напильники: плоские с насечкой № 0; 1 | Штангенциркуль ШЦ-I | Опиленная плоскость не должна иметь завалов. Окончательный штрих продольный |
| V | 1 | Окончательная отделка Нанести продольный штрих. Острые кромки притупить. |
| Верстак, тиски слесарные, накладные губки, деревянный брусок | Напильники: плоский с насечкой № 1, трехгранный с насечкой № 1, щетка-сметка | Штангенциркуль ШЦ-I |
|
| VI |
| Контроль |
|
|
|
| Шероховатость и все размеры выдержать согласно чертежу. |
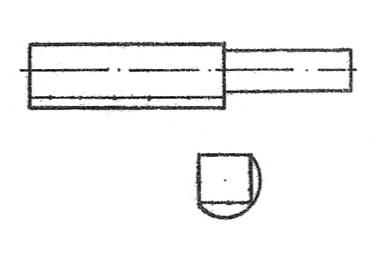
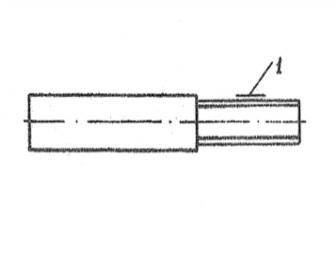
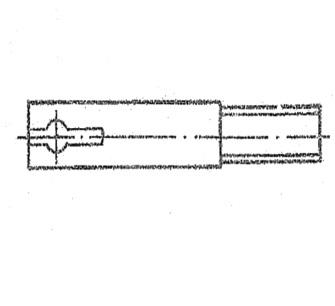
ИНСТРУКЦИОННО-ТЕХНОЛОГИЧЕСКАЯ КАРТА № 2
«Изготовление натяжного винта»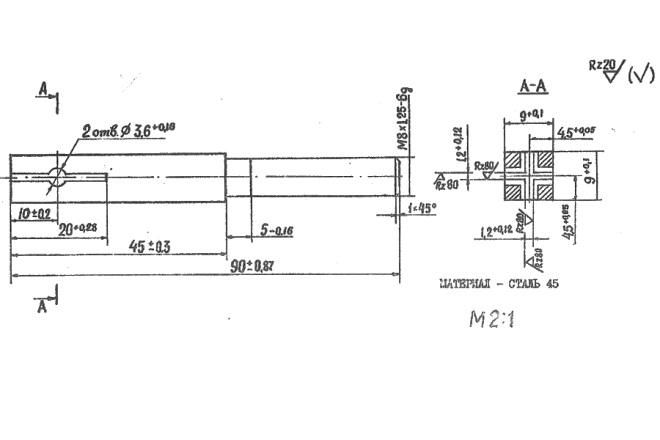
| Операции | Переходы | Содержание операций, установок и переходов | Эскизы | Оборудование, приспособления, материалы | Инструменты | Учебно-технические | |
| рабочий | контрольно-измерительные | ||||||
| 0 |
| Проверить заготовку по чертежу |
|
|
| Штангенциркуль ШЦ-I |
|
| I | 1 | Опиливание Опилить базовую поверхность /I/ |
| Верстак, тиски, накладные губки | Напильники плоские с насечкой № 0;1,щетка-сметка | Штангенциркуль ШЦ-II,лекальная линейка, угольник 90 | Опиленная плоскость не должна иметь завалов, окончательный штрих продольный |
|
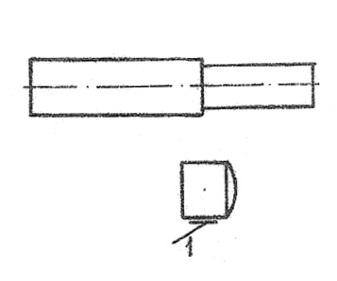
| 2 | Опилить боковую поверхность /вспомогательную/поверхность под углом 90 /2/ |
| Верстак, тиски слесарные, накладные губки | Напильники плоские с насечкой № 0;1,щетка-сметка | Штангенциркуль ШЦ-II, лекальная линейка, угольник 90 | Угол сопряжения плоскостей 90,при проверке угольником 90 должен быть равномерный просвет без завалов краю сторон квадрата |
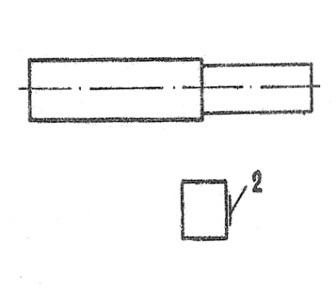
| II | 1 | Разметка Разметьте две оставшиеся стороны |
| Разметочная плита | Чертилка, кернер, молоток 100г. | Штангенрейсмус | Квадрат должен быть расположен симметрично оси. Риски должны быть тонкими и четкими. Раздвоение рисок не допускается. Кернение с равномерным интервалом.
|
| Операции | Переходы | Содержание операций, установок и переходов | Эскизы | Оборудование, приспособления, материалы | Инструменты | Учебно-технические | |
| рабочий | контрольно-измерительные | ||||||
| III | 1 | Опиливание Опилите плоскость, которая находится параллельно базовой /1/ |
| Верстак, тиски слесарные, накладные губки | Напильники: плоские с насечкой №0;1 щетка-сметка | Штангенцир куль ШЦ-II,лекальная линейка, угольник 90 | Для контроля параллельности сторон измерение штангенциркулем производить в нескольких точках. Параллельность сторон должна быть выдержана с точностью до 0,1 мм. При проверке угольником 90 должен быть равномерный просвет без завалов по краям сторон квадрата |
|
| 2 | Опилите плоскость, которая параллельно вспомогательной /2/ |
| Верстак, тиски слесарные, накладные губки | Напильники: плоский с насечкой №0; 1, щетка-сметка | Штангенциркуль ШЦ-II |
|
| IV | 1 | Разметка Разметьте отверстия и пазы |
| Разметочная плита | Кернер, чертилка, молоток 100г. | Штангенрейсмус | Смещение пазов от осевых линий не допускается |
| V | 1 | Нарезание резьбы Нарежьте на стержне резьбу/1/ |
| Верстак, тиски слесарные, накладные губки, отработка | Плашка, плашкодержатель | Резьбовое кольцо, калибр | Резьба должна быть полная, без перекосов и срыва ниток. Прослабление по контрольному резьбовому кольцу- не допускается. |
| VI | 1 | Сверление Просверлите два отверстия |
| Сверлильный станок, сверлильный патрон с ключом, машинные тиски | Сверло диаметр 3,6,щетка-сметка | Штангенциркуль ШЦ-I | Натяжной винт надежно закрепите в тисках и просверлите отверстия. Соблюдайте правила безопасных приемов труда при сверлении |
| VII | 1 | Резка Прорежьте пазы под полотно |
| Верстак, тиски слесарные, накладные губки, | Ручная ножовка. | Штангенциркуль ШЦ-I
| Смещение и перекос прорезей относительно сторон квадрата допускается до 0,3 мм |
| VIII | 1 | Окончательная отделка Острые кромки притупить. Наведите продольный штрих. |
| Верстак, тиски слесарные, накладные губки, | Напильники: плоский с насечкой №0; 1, щетка-сметка | Штангенцир куль ШЦ-I,лекальная линейка, угольник 90 | Окончательный штрих продольный |
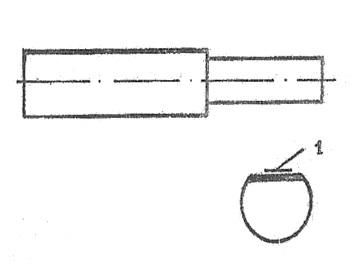
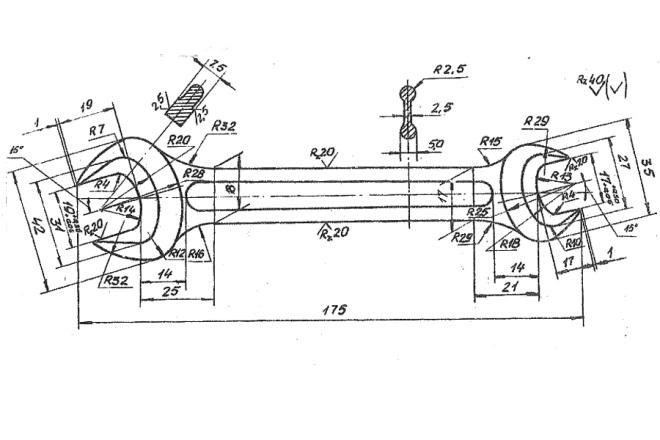
ИНСТРУКЦИОННО-ТЕХНОЛОГИЧЕСКАЯ КАРТА № 3
«Изготовление гаечного ключа»
| Операции | Установы | Переходы | Содержание операций, установок и переходов | Эскизы | Оборудование, приспособления, материалы | Инструменты | Учебно-технические | |
| рабочий | контрольно-измерительные | |||||||
| 1 |
|
| Изучите чертеж и проверьте размеры заготовки согласно чертежу |
| Верстак |
| Штангенциркуль ШЦ-I
| Все наружные плоскости гаечного ключа предварительно обработаны. Зев ключа предварительно не обработан. |
| 2 |
|
| Разметить зев гаечного ключа по шаблону |
| Верстак, струбцина, раствор медного купороса, накладной шаблон, кисточка | Чертика, кернер 60,кернер 45,молоток 200г.,молоток 500г.
| Штангенциркуль ШЦ-I
| На расстоянии 0,5-1 мм от контурных рисок проведите контрольные риски
|
| 3 |
|
| Просверлить отверстие в зеве ключа |
| Сверлильный станок, тиски машинные, патрон сверлильный, ключ к патрону, клин для снятия патрона | Сверло диаметр , щетка-сметка | Штангенциркуль ШЦ-I | Диаметр сверла возьмите на 1-2 мм меньше ширины зева |
| 4 |
|
| Прорезать две прорези слесарной ножовкой |
| Верстак, тиски слесарные, накладные губки | Слесарная ножовка |
| Прорези выполните с выходом касательно к окружности просверленного отверстия |
| Операции | Установы | Переходы | Содержание операций, установок и переходов | Эскизы | Оборудование, приспособления, материалы | Инструменты | Учебно-технические | |
| рабочий | контрольно-измерительные | |||||||
| 5 |
|
| Опилить плоскости зева гаечного ключа по контуру | | Верстак, тиски слесарные, накладные губки
| Напильники: плоский с насечкой №2; Напильник полукруглый №2, щетка-сметка
| Штангенциркуль ШЦ-I
| Плоским напильником опилите прямолинейныеплоскости и полукруглым напильником-криволинейные поверхности зева, оставляя припуск 0,5 мм на сторону |
| 6 |
|
| Опилить последовательно плоскости зева гаечного ключа | Верстак, тиски слесарные, накладные губки
| Напильники: плоский с насечкой №0; 1 Трехгранный с насечкой № 1, напильник полукруглый №1, щетка-сметка | Штангенциркуль ШЦ-I, угольник 90 | Опилите плоскости с припуском 0,1мм на дальнейшую обработку, параллельность плоскостей «1» и «2»контролируйте штангенциркулем ШЦ-I,а перпендикулярность их к боковой плоскости-по угольнику 90 | |
| 7 |
|
| Опилить зев гаечного ключа с припасовкой по шаблону | Верстак, тиски слесарные, накладные губки | Напильники: трехгранный с насечкой № 2, полукруглый №2,надфиль плоский | Штангенциркуль ШЦ-I, угольник 90,шаблон для зева ключа | Подгоните две плоскости и криволинейную поверхность зева ключа по шаблону на просвет. Острые кромки притупить. | |
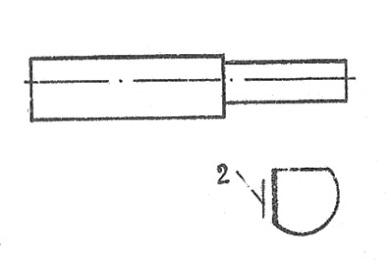
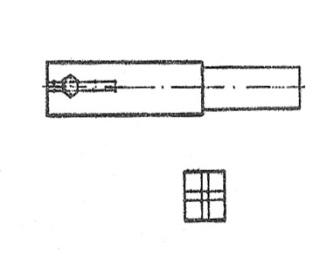
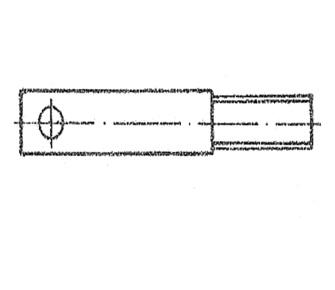
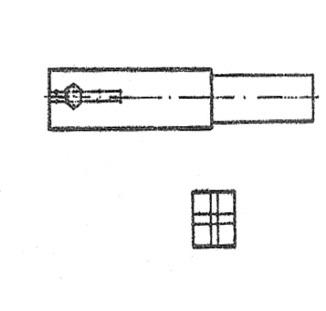
ИНСТРУКЦИОННО-ТЕХНОЛОГИЧЕСКАЯ КАРТА № 4
«Изготовление воротка»
| Операции | Переходы | Содержание операций, установок и переходов | Эскизы | Оборудование, приспособления, материалы | Инструменты | Учебно-технические | |
| рабочий | контрольно-измерительные | ||||||
| 1 |
| Изучите чертеж и проверьте размеры заготовки согласно чертежу |
| Верстак |
| Штангенциркуль ШЦ-I
| Размеры заготовки должны соответствовать требованиям чертежа |
| 2 |
| Разметьте квадратное отверстие согласно чертежу с нанесением контрольных рисок | Верстак, раствор медного купороса, косточка, ветошь | Чертилка, кернер 45, кернер 60, моло ток 200г., молоток 500г. | Масштабная линейка, штангенциркуль ШЦ-II | Контрольные риски нанесите на расстояние 0,5мм от контурной. Центр отверстия и контрольные риски накерните | |
| 3 |
| Просверлите отверстие под квадрат хвостовика метчика |
| Сверлильный станок, тиски машинные, патрон сверлильный, ключ к патрону, клин для снятия патрона, накладные губки | Сверло, щетка-сметка | Штангенциркуль ШЦ-I
| Диаметр сверла выберите с таким расчетом, чтобы припуск на дальнейшую обработку квадратного отверстия оставался 0,5-1,0мм
|
| 4 |
| Пропилите четыре угла трехгранным напильником до контрольной риски | Верстак, тиски слесарные, накладные губки
| Напильники: трехгранный с насечкой № 1, квадратный №0;1,надфиль плоский, щетка-сметка | Штангенциркуль ШЦ-I, угольник 90,шаблон выработка 90, метчик или развертка с соответ.квад.
| При пропиливании углов не доходите до контурной риски на 0,5мм | |
| Операции | Переходы | Содержание операций, установок и переходов | Эскизы | Оборудование, приспособления, материалы | Инструменты | Учебно-технические | |
| рабочий | контрольно-измерительные | ||||||
| 5 |
| Распилите отверстия до разметочных рисок в последовательности:стороны1 и 2,а затем 3 и 4 | Верстак, тиски слесарные, накладные губки | Напильники: трехгранный с насечкой № 1, квадратный №0;1,надфиль плоский, щетка-сметка | Штангенциркуль ШЦ-I, угольник 90,шаблон выработка 90, метчик или развертка с соответ.квад | Проверяйте противолежащие стороны на параллельность, к боковой плоскости угольником 90 и в отверстии угловым шаблоном 90.Произведите подгонку отверстия по квадрату метчика так, чтобы он входил в отверст. | |
| 6 |
| Произведите окончательную подгонку сторон отверстия по квадрату. опилите фаски с обеих сторон квадратного отверстия | | Верстак, тиски слесарные, накладные губки | Напильники: трехгранный с насечкой № 1, квадратный №0;1,надфиль плоский, щетка-сметка | Штангенциркуль ШЦ-I, угольник 90,шаблон выработка 90, метчик или развертка с соответствующим квадратом | Последовательно опиливайте стороны отверстия до тех пор, пока квадратная часть хвостовика легко и без качания не войдет в отверстие воротка. |
ИНСТРУКЦИОННО-ТЕХНОЛОГИЧЕСКАЯ КАРТА № 5
«Изготовление слесарного молотка с квадратным бойком»
| Операции | Переходы | Содержание операций, установок и переходов | Эскизы | Оборудование, приспособления, материалы | Инструменты | Учебно-технические | ||
| рабочий | контрольно-измерительные | |||||||
|
| 4
| Опилить торцовые поверхности /4/ молотка под углом 90 к основным поверхностям, выдержать длину молотка с припуском 0,5мм | Верстак, тиски слесарные, накладные губки | Напильники плоские № 0;1 щетка сметка | Штангенциркуль ШЦ-II,угольник 90
|
| ||
| II | 1 | Разметка Разметить скосы | Верстак, разметочная плита
| Чертилка,кернер45,и 60,молоток | Линейка лекальная, штангенциркуль ШЦ- II |
| ||
|
| 2 | Разметить отверстия под рукоятку |
| Верстак, разметочная плита | Чертилка,кернер45,и 60,молоток | Штангенциркуль ШЦ-II, лекальная линейка, слесарный угольник 90,измерительная линейка |
| |
| III | 1 | Слесарная опиливание Опилить скосы /1/по разметке под лекальную линейку и угольник 90
| Верстак, тиски слесарные, накладные губки | Напильники плоские № 0;1 щетка сметка | Линейка лекальная, слесарный угольник 90,измерительная линейка |
| ||
| Операции | Переходы | Содержание операций, установок и переходов | Эскизы | Оборудование, приспособления, материалы | Инструменты | Учебно-технические | ||
| рабочий | контрольно-измерительные | |||||||
| IV | 2 | Сверление Сверлить два отверстия под рукоятку | Станок сверлильный, тиски машинные, накладные губки,патрон,эмульсия,ветошь | Сверло 6мм, 11,5мм,щетка-сметка | Штангенциркуль ШЦ-II,угольник 90
|
| ||
| V | 1 | Прошивка Прошить /вырубить/ перемычку между отверстиями | Плита для правки | Молоток слесарный, прошивка /зубило/ | V |
| ||
| VI | 1 | Распиливание Распилить отверстия под рукоятку по чертежу | Верстак, тиски слесарные, накладные губки | Напильники круглый и полукруглый с насечкой №0,1 | Штангенциркуль ШЦ-II, шаблон |
| ||
| VII | 1 | Разметка Разметить боковые фаски | Верстак, разметочная плита | Кернер 45 молоток, чертилка | Измерительная линейка |
| ||
| VIII | 1 | Опиливание Опилить боковые фаски /4*45/ | Верстак, тиски слесарные, накладные губки | Напильники плоские № 0;1 щетка сметка | Штангенциркуль ШЦ-II,I лекальная линейка, шаблоны |
| ||
|
| 2 | Опилить сферическую и радиусную поверхности боков по шаблонам и снять фаски на бойке | Верстак, тиски слесарные, накладные губки |
| Штангенциркуль ШЦ-II, I лекальная линейка, шаблоны |
| ||
| IX | 1 | Маркировать. Термическая обработка,оксидирование |
| Плита правильная | Молоток слесарный, клейма | IX |
| |
Литература
Андреев Г.Н., Новиков В.Ю., Схиртладзе А.Г. Проектирование технологической оснастки. М.: Станкин, 1997.
Макиенко Н.И. Практические работы по слесарному делу. М.: Проф.Обр.Издат. 2002.
Маханько А.М. Контроль станочных и слесарных работ. М.: Академия, 1998.
Покровский Б.С. и др. Слесарное дело. М.: Проф.Обр.Издат. 2002.
Покровский Б.С., Скакун В.А. Справочник слесаря. М.: Академия, 2003.
Стерин И.С. Слесарь-ремонтник металлорежущих станков. Л.: Лениздат, 1990.
Катаев А.М. Слесарное дело. – СПб.: Лань, 2000. – 176с.
13







 КОМПЛЕКТ инструкционно-технологических карт (1.02 MB)
КОМПЛЕКТ инструкционно-технологических карт (1.02 MB)
 0
0 6987
6987 248
248 Нравится
0
Нравится
0



