 Получите свидетельство
Получите свидетельство Вход
Вход



Всероссийский конкурс для педагогов и обучающихся
«Педагогическое мастерство»
Орехово-Зуевский техникум
Тема проекта: «Проектирование зажимного механизма для механической обработки отверстия трубы системы охлаждения автобуса»
Разработчик: студент группы 04 Филатов Владислав Алексеевич
Руководители проекта: Станиславский Сергей Анатольевич – преподаватель
Желваков Александр Юрьевич – преподаватель
Назначение станочных приспособлений
Применение станочных приспособлений позволяет:
1) надежно базировать и закреплять обрабатываемую деталь с сохранением её жесткости в процессе обработки;
2) стабильно обеспечивать высокое качество обрабатываемых деталей при минимальной зависимости качества от квалификации рабочего;
3) повысить производительность и облегчить условия труда рабочего в результате механизации приспособлений;
4) расширить технологические возможности используемого оборудования.
Экономическая целесообразность выбора и применения станочных приспособлений в любом производстве, особенно в серийном и массовом определяется их окупаемостью. Все затраты на оснащение производства приспособлениями должны быть компенсированы за счет снижения производственных затрат.

Техническое задание.
«Проектирование технологической оснастки механической обработки для ООО «Ликинский автобусный завод».
Приспособление для фрезерования отверстия детали «Труба №5251-1303015-10».
План выпуска на 2023год: 50 шт.
Станок: Вертикально-фрезерный станок мод.6Т12-01 .

Рабочий чертеж детали
Описание требуемого фрезерного приспособления.
1. Крепление к столу станка по пазам болтами.
2. Установка детали на призмы по диаметру 54 мм.
З. Зажим детали прижимами по наружному диаметру трубы.
4. Количество прижимов должно обеспечивать надежное крепление трубы в приспособлении.
5. Фрезерное приспособление должно обеспечивать фрезеровку отверстия с требуемым диаметром.
6. Материал входящих деталей Ст.45,Ст.40Х в зависимости от назначения.
Требования к проектируемой
оснастке.
Чертежи на проектируемое приспособление должны включать:
- Сборочный чертеж с указанием всех входящих позиций, габаритные размеры и все необходимые технические условия.
- Спецификацию с входящими деталями, с указанием позиций и количества.
- Деталировку всех входящих деталей с указанием всех размеров, материала изготовления и всеми необходимыми техническими условиями.
- Усилие зажима приспособления должно обеспечивать безопасную работу при обработке детали.

Общий вид разработанного приспособления
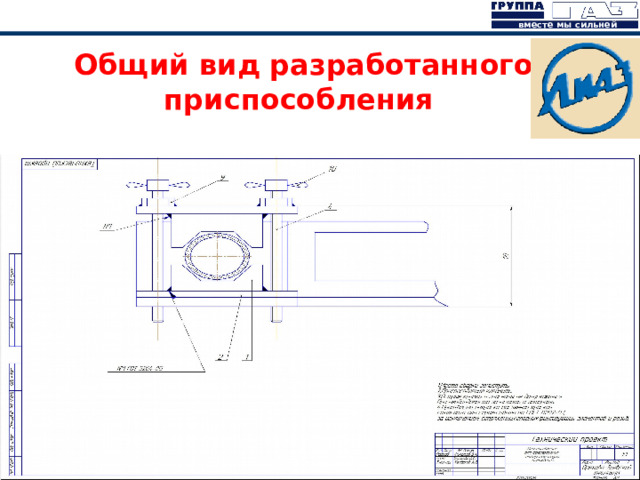
Общий вид разработанного приспособления
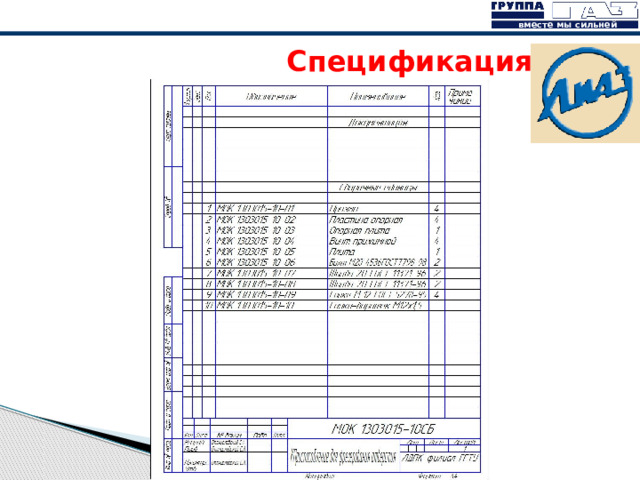
Спецификация
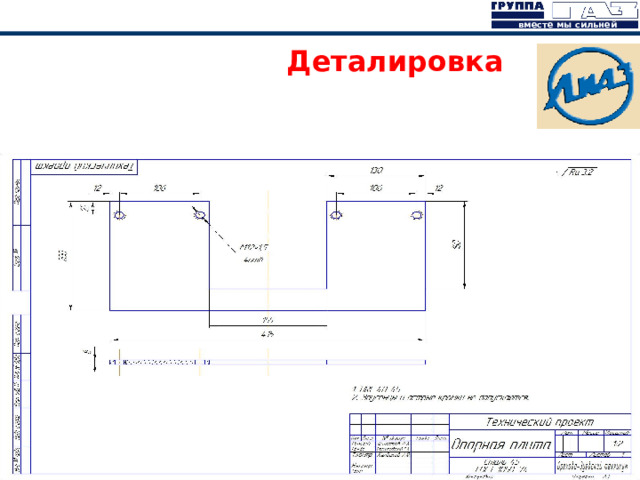
Деталировка
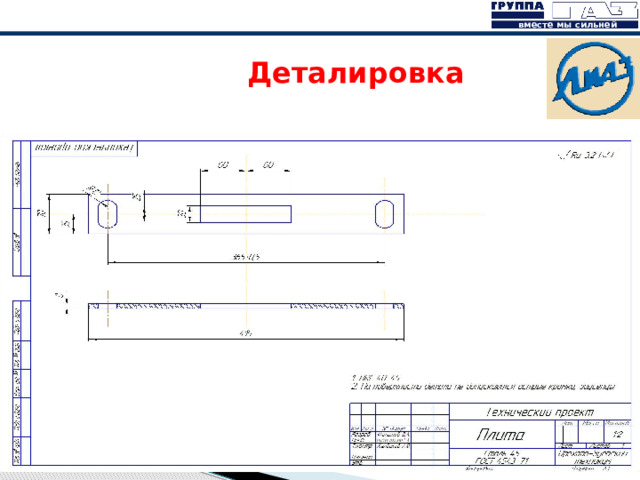
Деталировка
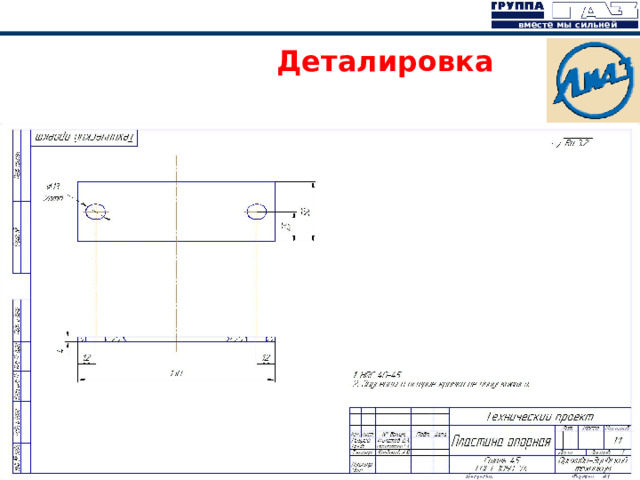
Деталировка
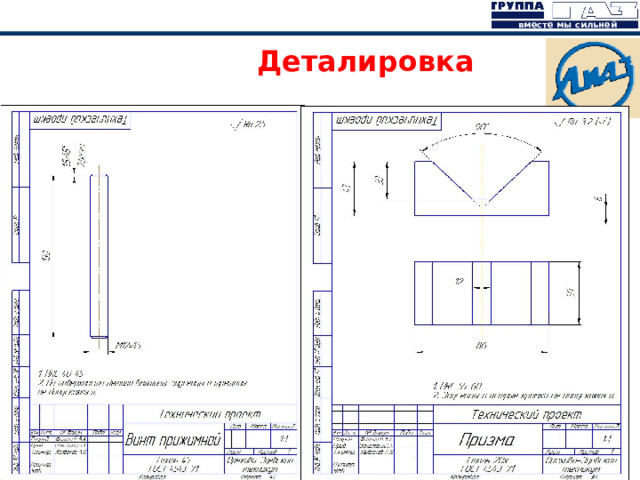
Деталировка
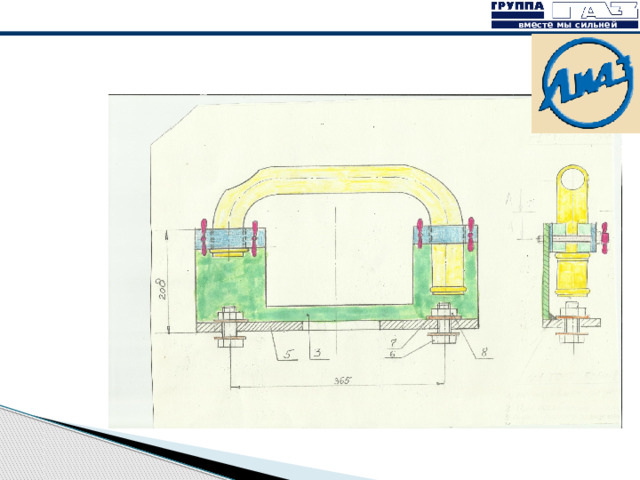
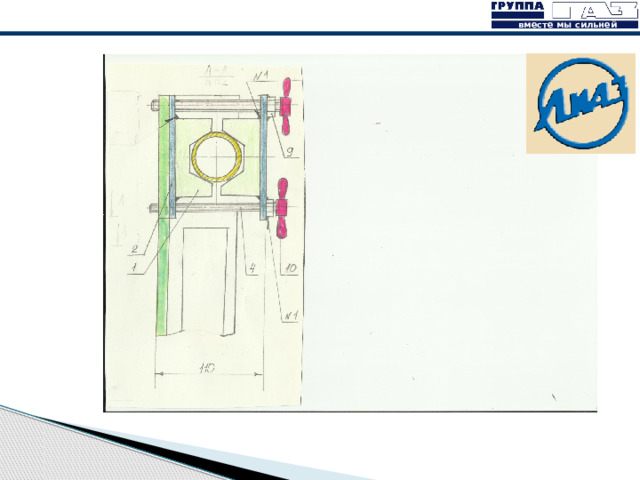
Назначение, устройство и принцип работы проектируемого приспособления.
Проектируемое приспособление предназначено для надежного закрепления и базирования заготовки при выполнении операции «Фрезерования отверстия диаметром 40 мм в трубе охлаждения автобуса». Приспособление состоит из комплекта 4 призм, 4 пластин, 4 прижимных винтов, опорной пластины и плиты, которая крепится к поверхности стола станка прижимными болтами. Заготовка базируется и крепится в комплектах из 2-х призм в двух местах, что обеспечивает ее неподвижность в процессе обработки.
Принцип работы: Деталь устанавливается между двумя призмами. Первая призма прижимается к поверхности опорной плиты. Вторая призма с противоположной стороны прижимает заготовку к первой призме. Неподвижность крепления заготовки обеспечивается прижимными винтами. Все 4 призмы одинаковы по размерам и форме. Их можно менять в процессе поломки и изнашивания, а также менять на призмы других размеров. Это обеспечивает возможность применения данного приспособления для обработки других деталей ( валов, стержней, втулок и т.д.), имеющих круглое сечение и различные диаметры.
Разработка схемы базирования заготовки в приспособлении
Так как заготовка имеет цилиндрическую форму, наиболее целесообразно применение призм для базирования заготовки. Деталь устанавливается , крепится и неподвижно фиксируется между двумя призмами. Таким расположением призм обеспечивается базирование заготовки на поверхности одного диаметра, обработанного за один переход, без переустановок.
Расчет погрешности базирования
Погрешность базирования в призмах возможна только в вертикальной плоскости из-за отклонений по размеру диаметра. Так как заготовка устанавливается в призмы на одной и той же поверхности и полученной за один переход, а в обработка ведется в вертикальной плоскости такая погрешность не влияет на точность расположения отверстия относительно оси заготовки.
Проектируемое приспособление
должно обладать следующими свойствами:
- Обладать высокой износоустойчивостью.
- Недорогим по стоимости.
- Обеспечивать надежную установку и закрепление обрабатываемой детали.
- Не должно вызывать деформации закрепляемой заготовки и порчи ее поверхности.
- Удобным в эксплуатации.
- Обеспечивать безопасность обслуживающего персонала.
- Удобным для подачи охлаждающей жидкости и удаления стружки.
- Простым по конструкции.
- Долговечностью.
- Универсальностью.
- Возможностью замены изнашиваемых деталей.
Cиловой расчет приспособления.
Расчет проектируемого приспособления
Взаимодействие сил резания и сил зажима на деталь,
установленную в приспособление.
- W=К*М/( f1* R+ f2* R/sin α)=50Н (требуемая сила зажима винта).
- М=Q*L; Q=11…20(Н)- искомая сила на рукоятке, прикладываемая рабочим.
- L-расстояние от оси винта до точки приложения силы Q.
- Требуемое усилие зажима руки не должно превышать 147(Н), что обеспечивается в нашем случае.
- α= 90 градусов- угол призмы.
- R=27мм- радиус установленной детали.
Требования безопасности к проектируемому приспособлению. Наружные элементы конструкции приспособления не должны иметь поверхностей с неровностями (острые кромки, углы и др.), представляющие источник опасности, если их наличие не вызывается функциональным назначением. Конструктивные элементы приспособления не должны выступать за габариты стола станка, не должны препятствовать работе станка и доступу к органам управления. Способ соединения со станком и со с сменными наладками должен исключать возможность самопроизвольного ослабления крепления, а также смещения приспособления в процессе эксплуатации. Конструкция приспособления должна обеспечивать свободное удаление СОЖ и стружки. Должна обеспечиваться безопасность установки и снятия заготовок, устраняющая возможность их самопроизвольного падения на опоры. Зажимные рукоятки не должны создавать опасности при работе станка. Должна обеспечиваться освещенность рабочих поверхностей приспособления.
Конструкция приспособления должна быть безопасной при складировании с транспортировке. Не допускается ремонт и техническое обслуживание приспособления во время работы станков. Приспособления должны храниться на стеллажах, в шкафах, обеспечивающих соблюдение всех требований безопасности складирования и хранения грузов.
Выводы
- В данной работе выполнено проектирование приспособления для фрезерования отверстия детали системы охлаждения «Труба 5251-1303015-10» автобуса ЛИАЗ. Выполнен сборочный чертеж приспособления, чертежи всех деталей, спецификация . Произведены все необходимые технические и экономические расчеты. Спроектированное приспособление отвечает всем необходимым современным требованиям:
- Универсальностью.
- Простотой по конструкции.
- Удобным для эксплуатации.
- Надежностью в установке и закрепления заготовки.
- Возможностью замены изнашиваемых деталей.
- Безопасностью в эксплуатации.
- Экономичностью.
- Данное приспособление, спроектированное студентами нашего колледжа, прошло успешное испытание на заводе «ЛИАЗ», и принято для эксплуатации.
Литература.
1. Авторы: А. И. Астахов, С. В. Бояршинов, Б. Н. Вардашкин, В. В. Данилевский, Э. Л. Жуков, В. Б. Ильицкий, О. Я. Константинов, Ю. И. Кузнецов, З. Г. Кулешова, А. М. Панков, А. А. Шатилов. Рецензент И. А. Козлов Станочные приспособления: Справочник. В 2-х т. / Ред.совет: Б. Н. Вардашкин (пред.) и др. – М.: Машиностроение, 1984. – Т. 1 / Под ред. Б. Н. Вардашкина, А. А. Шатилова. 1984. 592 с., с ил.
2. Авторы: В. Д Бирюков, В. П. Близнюк, В. А. Блюмберг, В. В. Данилевский, А. И. Егоров, О. Я. Константинов, Ю. И. Кузнецов, Ю. Н. Кузнецов, Н. К. Моисеева, А. И. Попов, А. В. Проскуряков, А. Г. Ракович, Ю. А. Старостинецкий, Б. И. Черпаков, А. А. Шатилов, А. С. Шац, Н. И. Шилов. Рецензент Э. Г. Грановский. Станочные приспособления: Справочник. В 2-х т. / Ред.совет: Б. Н. Вардашкин (пред.) и др. – М.: Машиностроение, 1984. – Т. 2 / Под ред. Б. Н. Вардашкина, В. В. Данилевского. 1984. 656 с., с ил.
3. Горошкин А. К. Приспособления для металлорежущих станков: Справочник. – 7-е изд., перераб. И доп. – М.: Машиностроение, 1979. – 303 с., ил.
4. Справочник технолога – машиностроителя. В 2–х т. С74 Т.2/ Под ред. А. М. Дальского, А. Г. Суслова, А. Г. Косиловой, Р. К.Мещерякова. – 5–е изд., исправл. – М.: Машиностроение – 1, 2003 г. 944с., ил.









 «Проектирование зажимного механизма для механической обработки отверстия трубы системы охлаждения автобуса» (2.56 MB)
«Проектирование зажимного механизма для механической обработки отверстия трубы системы охлаждения автобуса» (2.56 MB)
 0
0 168
168 0
0 Нравится
0
Нравится
0


