 Получите свидетельство
Получите свидетельство Вход
Вход


|
|
|
| Инструкционно-технологическая карта |
|
|
| ПРИЛОЖЕНИЕ 2 |
|
|
|
|
|
|
|
| ||
|
|
| Тема. Обработка отдельных деталей рабочей одежды. Влажно-тепловая обработка |
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
| ||||||||
|
|
| Занятие. Обработка кармана в шве. |
|
|
|
|
|
|
|
|
|
|
| ||||
|
|
|
| |
| Последовательность обработки: |
|
|
|
|
|
|
|
| ||||
|
| |
|
| | 1. Проверяем наличие и качество деталей кроя. По надсечкам на основной детали находим месторасположение кармана. При их отсутствии, пользуемся намеловочным лекалом; |
|
|
|
|
|
|
|
| ||||
|
| |
|
| | 2. Настрачиваем подзор накладным швом с закрытым срезом на большую подкладку (мешковину) кармана; |
|
|
|
|
|
|
|
| ||||
|
|
|
|
|
| 3. Притачиваем обтачку к малой подкладке кармана; |
|
|
|
|
|
|
|
| ||||
|
| |
|
|
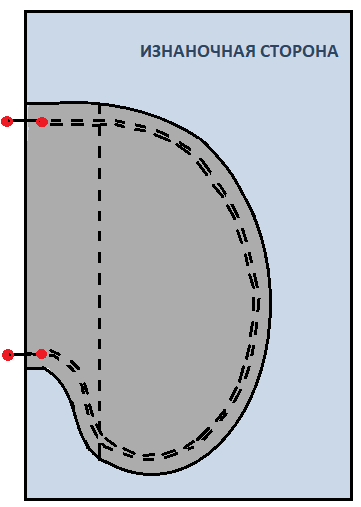
| 4. По намеловочному лекалу определяем место расположения входа в карман на основной детали и на малой подкладке с изнаночной стороны. |
|
|
|
|
|
|
|
| ||||
|
|
|
|
| | 5. Складываем лицевыми сторонами переднюю основную деталь и малую подкладку (с обтачкой), совмещая линию входа в карман. Уравниваем срезы и обтачиваем вход в карман. |
|
|
|
|
|
|
|
| ||||
|
|
|
|
|
| 6. Припуски основной детали и обтачки подсекаем в углах, не доходя до строчки 0,5-1 мм.
7. Выворачиваем детали кармана на лицевую сторону, выправляем шов на ребро, по основной детали прокладываем отделочную строчку.
8. Срезы подкладки кармана выравниваем и стачиваем шириной шва 1 см. двумя строчками (с расстоянием между строчками 2-3 мм.). Ставим закрепки в концах кармана.
9. Прокладываем две вспомогательные строчки временного назначения, длиной строчки 3-4 см. от начала входа в карман.
10. Складываем основные детали лицевыми сторонами, уравниваем срезы и стачиваем.
11. В конце кармана ставим закрепки на стачивающей машинке или закрепочной.
12. Проверяем качество выполненной операции. |
|
|
|
|
|
|
|
| ||||
|
| |
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
| Технические условия: |
|
|
| Инструменты и приспособления: |
|
|
|
|
|
|
|
| ||||
|
| 1. Количество стежков 3,-3,5 в 1 см.строчки | 1. Ножницы |
|
|
|
|
|
|
|
|
|
| |||||
|
| 2.Нитки в цвет ткани . |
| 2. Линейка,мел,лекало. |
|
|
|
|
|
|
|
|
| |||||
|
| 3. Закрепки длиной 0,5-0,7 см. |
|
|
|
|
|
|
|
|
|
|
|
| ||||
|
| 4. Ширина шва настрачивания 0,1-0,2 см. |
|
|
|
|
|
|
|
|
|
|
|
| ||||
|
| 5. Нитки армированные № 45 ЛЛ |
|
|
|
|
|
|
|
|
|
|
|
| ||||
















 ПЛАН УРОКА . Обработка кармана в шве. (129.29 KB)
ПЛАН УРОКА . Обработка кармана в шве. (129.29 KB)
 0
0 343
343 12
12 Нравится
0
Нравится
0


