 Получите свидетельство
Получите свидетельство Вход
Вход


|
|
|
| Инструкционно-технологическая карта |
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||
|
|
| Тема. Машинные швы |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||
|
|
| Занятие! Выполнение отделочных машинных швов. |
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||||
|
|
|
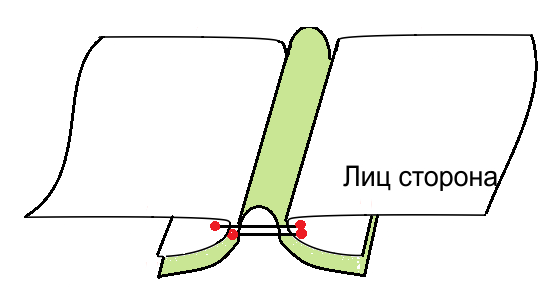
| Отделочный шов с кантом |
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
| Последовательность обработки: |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
| 1. Кант складываем вдоль, изнаночной стороной во внутрь. |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
| 2. Кант накладывают на одну из основных деталей с лицевой стороны. Срезы уравнивают и притачивают на расстоянии 0,1 см. от сгиба канта. (Нитки используем контрастного цвета) |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
| 3. Две основные детали складывают лицевыми сторонами внутрь и стачивают со стороны той детали, где видна 1 строчка. Прокладывают строчку в шов притачивания полоски или на расстоянии 0,1 см от него. |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
| 4. Проверяем качество работы. |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
| 5. Приутюживаем шов, чтобы убрать толщину шва. |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
| 6. Заутюживаем шов в одну из сторон, чтобы направить кант в одну из нужных сторон. |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
| 7. Разутюживаем припуски деталей. |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
| 8. Проверяем качество выполненной операции. |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
| Технические условия: |
| Инструменты и приспособления: |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||
|
| 1. Количество стежков 3,5 в 1 см. строчки | 1. Нитки армированные № 45 ЛЛ |
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||
|
| 2.Нитки в цвет ткани . |
|
| 2. Секатор |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
| 3. Закрепки длиной 0,7 см. |
| 3. Линейка, мел |
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
| 4. Утюг |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
Инструкционно-технологическая карта. |
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||
|
|
| Занятие 2. Выполнение отделочных машинных швов. |
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||||
|
|
|
| Защипы. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
| Последовательность обработки: |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
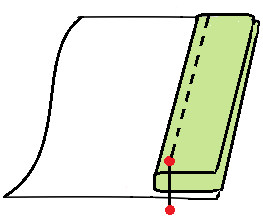
| 1. Находим месторасположение защипов. На лицевой стороне основной детали при помощи намеловочного лекала наносим параллельные линии. |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
| 2.Деталь перегибаем по намеченной линии. |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
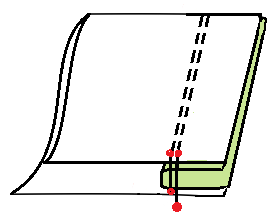
| 4.Прокладываем (застрачиваем) машинные строчки по лицевой стороне детали. |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
| 5. Проверяем качество выполненной работы. |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
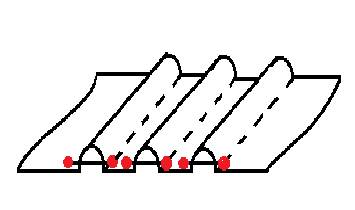
| 6. Проводим влажно тепловую обработку, согласно ТУ. |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||
|
| Технические условия: |
| Инструменты и приспособления: |
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||
|
| 1. Количество стежков 3,5-4 в 1 см. строчки | 1. Нитки армированные № 45 ЛЛ |
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||
|
| 2.Нитки в цвет ткани . |
|
| 2. Секатор, утюг. |
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||
|
| 3. Закрепки длиной 0,7 см. |
| 3. Линейка, мел |
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||
|
| 4. Ширина отделочной строчки от 0,1-0,5 (в зависимости от модели изделия и от толщины ткани) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||








 Инструкционно-технологическая карта (57.14 KB)
Инструкционно-технологическая карта (57.14 KB)
 0
0 567
567 17
17 Нравится
0
Нравится
0


