Управление образования г. Астана
Политехнический колледж

Разработка
открытого занятия на производстве
по дисциплинам «Основы стандартизации», «Технология металлов»
Тема: «Токарная обработка и измерительные инструменты»


Разработана преподавателями:
Рамих Н.А.
Картаева С.Х.
Рассмотрено и одобрено
на заседании цикловой комиссии
общетехнических дисциплин
Протокол № от « » 2011г.
Председатель ЦМК: Картаева С.Х.
Астана- 2011г.
ПЛАН
проведения открытого занятия на производстве
Дата проведения: 16.11.2011 г.
Время:17.00 час.
Место проведения: завод «Гидромаш», участок механического цеха.
Группа: Т-08-16б
Преподаватели: Рамих Н.А., Картаева С.Х.
Дисциплины: «Основы стандартизации», «Технология металлов»
Тема: «Токарная обработка и измерительные инструменты»
Цели занятия:
Дидактическая:
Применить теоретические знания по токарной обработке и измерительных инструментов на практике
Закрепить знания, умения, навыки работы с измерительными инструментами на токарном станке
Развивающая:
2.1 Развитие профессиональных умений и навыков,
2.2 Развитие умений логического мышления и чтения рабочих чертежей деталей;
Воспитательная:
3.1 Воспитывать любовь и интерес к профессии, воспитывать соблюдение требований по технике безопасности на производстве
Методическая:
4.1 Показать межпредметные связи при работе на производстве в ходе бинарного, интегрированного урок,
Тип занятия: практическое занятие,
Методы обучения: словесный, наглядный, практический.
Средства обучения: токарный станок 1К62, измерительные инструменты, токарные резцы.
Межпредметные связи: «Основы стандартизации», «Технология металлов», «Черчение».
Время: 60 мин.
Структурно-логическая схема
и хронокарта урока
Организационный момент – 10 мин.
Вступительное слово преподавателей – Картаева С.Х.
Инструктаж по ТБ – Рамих Н.А.
1.3 Знакомство с производством.
Теоретический контроль знаний – 15 мин.
Оборудования механического цеха.
Измерительные и режущие инструменты.
Практический контроль знаний - 25 мин.
3.1 Чтение технологической карты и рабочего чертежа.
3.2 Работа на станке с комментариями.
3.3 Практическое использование измерительных инструментов.
Анализ выполнения практической работы – 8 мин.
Подведение итогов, комментирование оценок – 2 мин.
Ход урока
Организационный момент.
Преподаватель Картаева С.Х. приветствует присутствующих, объявляет тему и озвучивает цели урока, его задачи. Кратко излагает содержание урока.
Преподаватель Рамих Н.А. проводит инструктаж по технике безопасности на предприятии.
Знакомство с предприятием.
ПК «Целингидромаш» является производителем химических, специальных насосов, применяющихся в самых различных отраслях народного хозяйства. За более чем 40-летний опыт производства насосного оборудования завод готов предложить огромный ассортимент лучшей своей продукции.
ПК «Целингидромаш» на данный момент выпускает продукцию более 300 типоразмеров, в том числе центробежные насосы. Конструкция насосов с опорой на корпусе полностью соответствует ИСО2858.
ПК «Целингидромаш» изготавливает и запасные части для всех насосов, когда-либо производимых на заводе, а также выпускает большой спектр резинотехнических изделий. Вся выпускаемая продукция подвергается испытаниям и тестам на аккредитованный испытательной лаборатории.
В настоящее время ПК «Целингидромаш»- высокотехнологическое производство, распологающее площадями и оборудованием, современными технологиями, квалифицированными кадрами и профессионально подготовленных рабочих. В составе завода:
Литейное производство, с имеющимся технологическим оборудованием для получения методом литья в землю весом до 400 кг и методом точного литья по выплавляемым моделям отливок до 25 кг из углеродистых и высоколегированных сталей и сплавов.



Механосборочное производство, оснащенное токарными, сверлильными, фрезерными, зубообрабатывающими, шлифовальными станками и другим оборудованием для механической обработки и сборки изделий. В механосборочном цеху имеются подъемные краны, электрокары, разметки дорожки для проездов.
Участок резинотехнических изделий для изготовления резинотехнических изделий методом прессования на прессах с обогреваемыми плитами в специальных пресс-формах (собственного изготовления).
Участок пластмассовых изделий, изготовляемых методом литья под давлением на горизонтальном пресс-автомате.
Теоретический контроль знаний
Характеристика оборудования механического цеха.
Назвать основные узлы фрезерного станка.
Назвать основные узлы сверлильного станка.
Дать характеристику заточного участка.
Назвать основные узлы токарного станка.
Характеристика измерительного и режущего инструментов.
Какие наиболее распространенные измерительные инструменты используются при работе на металлорежущих станках?
Назовите основные характеристики штангенциркуля.
Выберите инструмент, который используют при работе на токарном станке.
Дать характеристику выбранным резцам.
Практический контроль знаний
3.1 Чтение технологической карты и рабочего чертежа.
Объектом обработки должен быть относительно короткий (для экономии металла) и жесткий ступенчатый вал без центрального отверстия с открытыми уступами, без резьбы, пазов, лысок, граней на наружной поверхности. Перепады диаметров целесообразно делать небольшими, чтобы ускорить обработку. Рекомендуемые конструктивные исполнения ступенчатых валов приведены на рис.1. Материал деталей - стали средней твердости: сталь 35, сталь 40, сталь 45. Исходной заготовкой должна быть штучная заготовка из круглого проката.
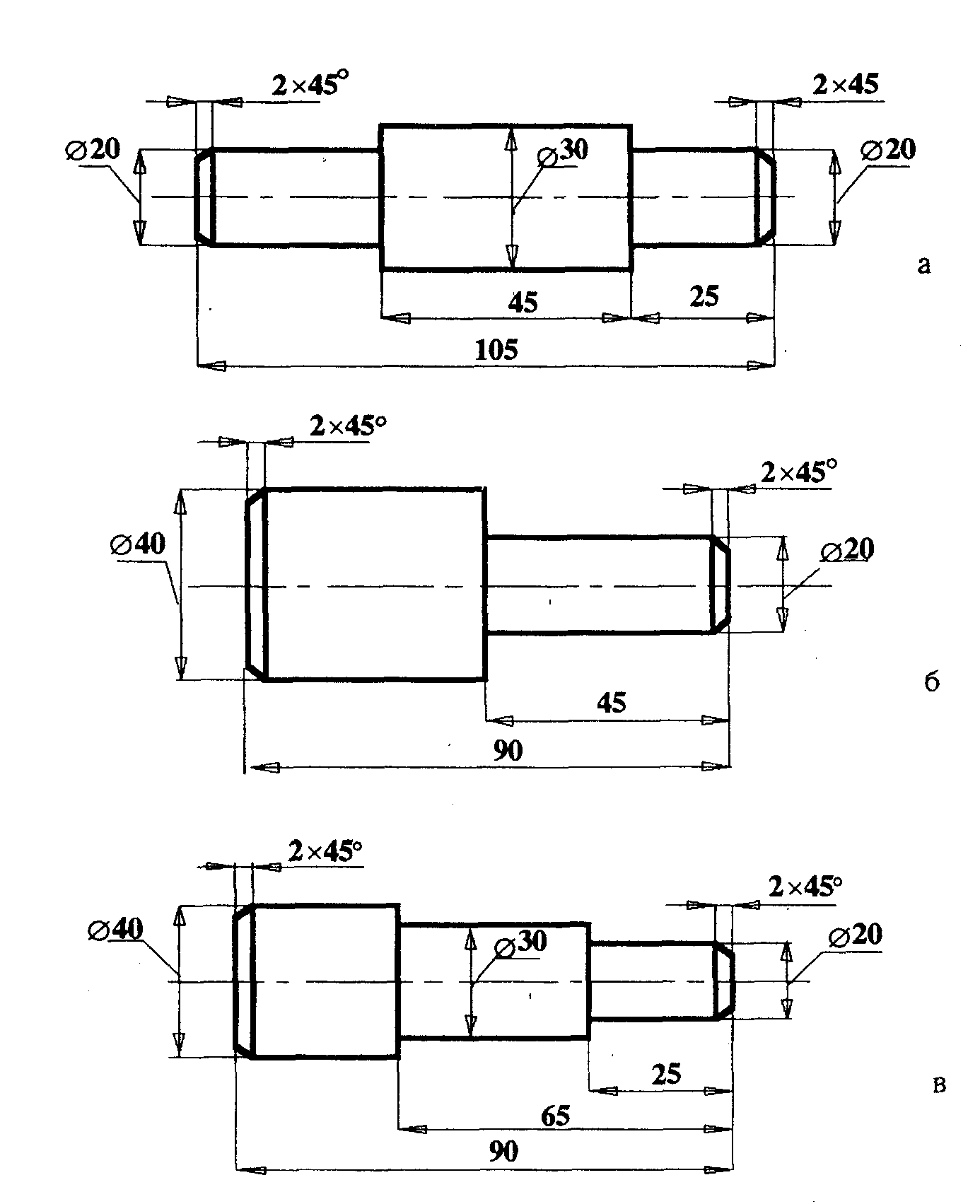
Рис.1
Конструктивные исполнения ступенчатых валов:
а- трехступенчатый симметричный, б- двухступенчатый, в- трехступенчатый
3.2 Работа на станке с комментариями.
Обработка наружных цилиндрических поверхностей - в основном производится одним резцом. Вершину резца устанавливают по высоте центров (при черновом обтачивании) или несколько ниже (при чистовом обтачивании). Вылет резца принимают не более 1,0-1,5 высоты его стержня. Настройку инструмента на заданный размер диаметра ведут методом пробных стружек. Отсчет размеров производят по лимбу (нониусу) станка. При последовательной обработке несколькими резцами (рис.2), каждый резец, установленный в резцедержателе, обрабатывает «свою» поверхность (1-3) детали. Для сокращения времени обработки используют многорезцовую головку, производящую одновременную обработку всех трех поверхностей.
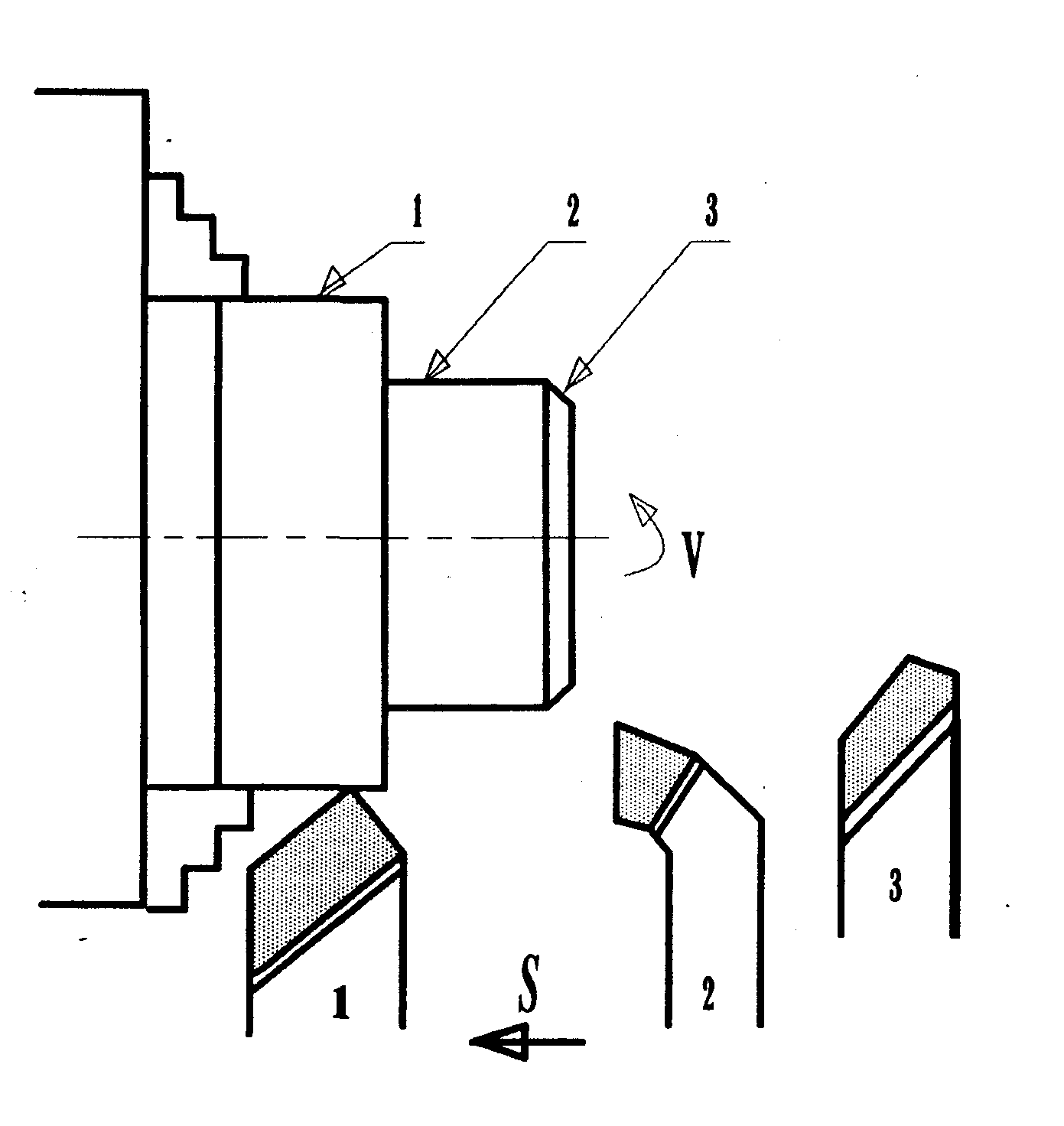
Рис. 2
Последовательная обработка наружных цилиндрически поверхностей несколькими резцами.
Прорезание канавок и отрезка выполняется с использованием одного резца. Резец устанавливается строго по высоте центров без перекоса к оси детали. Узкие канавки (шириной до 20 мм) невысокой точности прорезают за один проход поперечной подачей резца, более точные канавки за три прохода. Ответственные фасонные канавки прорезают сначала прорезным резцом, а затем фасонным. Отрезка деталей производится прямым отрезным резцом.
При точении конусных поверхностей фасонным резцом обрабатывают короткие наружные и внутренние конусы. Обработку можно вести с продольной и поперечной подачей. Точность обработки конуса существенно зависит от правильной установки фасонного резца. При высоких требованиях к точности инструмент устанавливают по шаблону. Внутренние конусы (центрирующие фаски) и конические отверстия обрабатывают конусным осевым инструментом. На показана обработка специальной зенковкой центрирующей фаски.
Обработка пологих наружных конусов невысокой точности производится смещением задней бабки. Метод простой, так как не требует специальной технологической оснастки. При обработке возможно смятие центровочного отверстия детали, поэтому лучше применять шаровой центр. Необходимую величину смещения задней бабки устанавливают по шкале, нанесенной на бабке или по лимбу суппорта. Величина смещения задней бабки обычно не превышает 0,01 длины конусной поверхности детали.
3.3 Практическое использование измерительных инструментов.
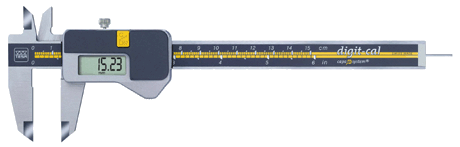
Штангенциркуль используется для измерения деталей, причём, как их внутренних частей, так и внешних. Для этого инструмент имеет металлическую штангу с разметкой, верхние и нижние губки и рамку с нониусом.
Внешние размеры детали определяются с помощью нижних губок. Для этого они разводятся в стороны, а после помещения между ними детали сдвигаются до упора и фиксируются винтом. Внутренние измерения осуществляются с помощью верхних губок, которые вводятся в отверстие и раскрываются. Результаты определяются по двум измерительным составляющим – шкале, расположенной на штанге, и нониусу на рамке. Цена деления шкалы составляет 0,5 мм, нониуса – 0,02 мм, Таким образом, возможно получение точных данных, что очень важно при изготовлении мелких деталей.
Помимо нониусных штангенциркулей существуют модели, снабженные циферблатом, и модели с цифровой индикацией. Они сводят время измерения к минимуму и позволяют легко получить нужные размеры деталей и изделий.
Микрометр – профессиональный инструмент, предназначенный для измерения изделий малого размера. Как и штангенциркули, они бывают разные: ручные и настольные, гладкие, рычажные, листовые, трубные, проволочные, призматические, канавочные, резьбомерные, зубомерные, универсальные. Но наиболее популярным является гладкий микрометр, состоящий из скобы с пяткой, подвижного винта с точной резьбой, трещотки и втулки-стебля, оборудованной двумя шкалами. На верхней размер указан в миллиметрах, на нижней – в половинах миллиметра. На конической части барабана нанесены деления, служащие для отсчёта сотых долей миллиметра.
Измеряемая деталь помещается между пяткой и винтом, а затем фиксируется в неподвижном состоянии. Осевое усилие обеспечивает фрикционное устройство трещотка. Показания снимаются сначала по шкале стебля, а затем по шкале барабана, после чего полученные значения складывают и получают результат.


Анализ практической работы
Подведение итогов, комментирование оценок.
 Получите свидетельство
Получите свидетельство Вход
Вход












 Разработка занятия на производстве по дисциплинам «Основы стандартизации» (0.35 MB)
Разработка занятия на производстве по дисциплинам «Основы стандартизации» (0.35 MB)
 0
0 260
260 7
7 Нравится
0
Нравится
0


